
The Complete Guide to Glass Lampshade Manufacturing
A Technical Deep Dive into Hand Blown vs. Pressed Glass Production, Custom Capabilities, and Quality Excellence
Introduction: The Hidden Complexity Behind Every Perfect Light
When you hold a custom glass lampshade in your hands, you’re not just holding a lighting accessory—you’re holding the culmination of centuries of glassmaking tradition merged with precision modern engineering. As a glass lamp shade manufacturer operating at the intersection of artisanal craftsmanship and industrial-scale production, we’ve spent over two decades perfecting the balance between aesthetic beauty and technical performance.
This article pulls back the curtain on what actually happens inside a professional lamp shade factory. Whether you’re a lighting designer seeking custom borosilicate glass double wall lampshades, a luminaire manufacturer evaluating suppliers, or a procurement professional assessing quality standards, you’ll discover the critical differences that separate exceptional glass lampshades from commodity products.
We’ll examine every stage of the glass lampshade manufacturing process, provide definitive technical comparisons between hand blown vs pressed glass lampshades, and share real-world client cases that demonstrate how manufacturing methodology directly impacts your project’s success.
Chapter 1: The Foundation—Material Science in Glass Lamp Shade Manufacturing
Why Borosilicate Glass Dominates Professional Lighting
Before any glass touches a blowpipe or mold, material selection determines 70% of final product performance. Professional glass lamp shade manufacturers specify materials based on thermal, optical, and mechanical requirements—not just cost.
Borosilicate Glass 3.3 has become the gold standard for premium lighting applications. Its composition—approximately 81% silicon dioxide, 13% boric oxide, 4% sodium/potassium oxide, and 2% aluminum oxide—creates a three-dimensional network structure fundamentally different from conventional soda-lime glass.
Case Study: Hotel Chain Thermal Failure
In 2019, a Southeast Asian boutique hotel group approached us after experiencing catastrophic failure with soda-lime glass shades in their beachfront properties. Their original glass lamp shade manufacturer had specified standard glass for cost savings. Within six months, 23% of shades developed thermal cracks from air conditioning cycling (interior 18°C vs. exterior 35°C plus 60W halogen heat).
Our engineering team conducted thermal simulation and recommended custom borosilicate glass double wall lampshades. The double-wall construction created a thermal buffer reducing outer surface temperature from 89°C to 41°C, while borosilicate’s low expansion coefficient eliminated thermal shock failure. Five years later, zero replacements required versus 340+ with the original specification.
Chapter 2: Hand Blown Glass Lampshade Manufacturing—The Artisan’s Method
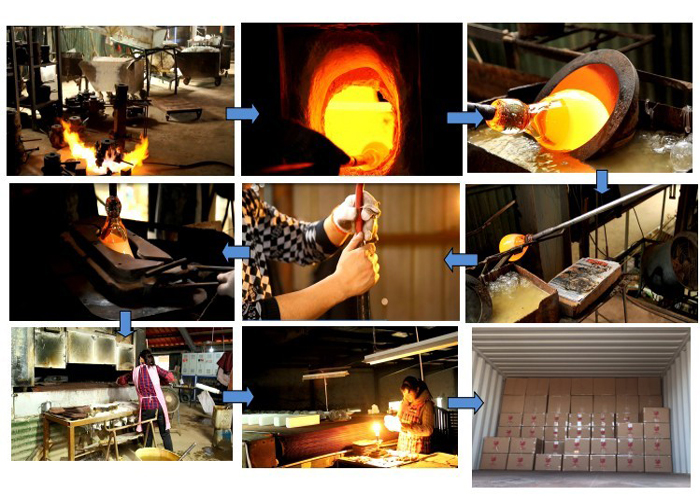
The Seven-Stage Precision Process
Hand blown glass lampshade manufacturing represents the pinnacle of glass craft, requiring 8-15 years to master. Unlike romanticized notions of spontaneous artistry, professional production follows rigorous scientific protocols.
Stage 1: Batch Preparation and Charging (00:30-01:00 per batch)
Our factory receives borosilicate glass tubing from certified suppliers (primarily SCHOTT Germany and select Chinese manufacturers meeting ASTM E438). Each batch undergoes incoming inspection for:
- Dimensional tolerance: Outer diameter ±0.2mm, wall thickness ±0.1mm
- Stress birefringence: <20 nm/cm (polariscope testing)
- Seed count: <0.5 seeds/kg (microscopic examination)
- Chemical composition: XRF verification against certificate of analysis
Tubing is cut to calculated lengths using diamond-wheel cutters with CNC positioning, ensuring optimal material yield and thermal mass consistency for the blowing process.
Stage 2: Heating and Gathering (02:00-04:00 per piece)
The glass lamp shade manufacturer‘s artisan places the tube section into a gas-oxygen furnace operating at 1,150-1,200°C. Critical parameters include:
- Temperature uniformity: ±5°C across heating zone (thermocouple monitored)
- Soak time: Precisely calculated based on glass mass and wall thickness
- Rotation speed: 15-30 RPM for even heat distribution
The glass transitions from rigid solid to viscous liquid (viscosity ~10⁴ dPa·s), allowing manipulation. This “working range” is narrow—approximately 150°C—requiring expert timing.
Stage 3: Blowing and Forming (03:00-08:00 per piece)
Here’s where hand blown vs pressed glass lampshade differentiation becomes dramatic. The artisan attaches the heated glass to a blowpipe and introduces compressed air (0.2-0.4 MPa) while simultaneously manipulating the form using traditional tools:
- Block: Wet cherry wood tool for initial shaping
- Jack: Bladed tool for neck definition and thread preparation
- Paddle: Flat carbon tool for bottom flattening
- Tagliol: Shears for trimming excess glass
Technical Precision in Hand Blowing:
For a custom glass lampshade measuring 180mm diameter × 150mm height, the artisan must achieve:
- Wall thickness variation: <±0.5mm (measured by ultrasonic gauge)
- Symmetry deviation: <1.5mm from central axis (laser alignment check)
- Surface defect rate: <2% (visual inspection under 500 lux)
These tolerances are remarkable given the manual nature of the process, demonstrating why experienced glass lamp shade manufacturers command premium positioning.
Stage 4: Thread Formation (01:30-03:00 per piece)
The glass G9 screw thread requires specialized technique. While the shade body remains attached to the blowpipe, the neck region is reheated and shaped using precision graphite tools machined to ISO 965-1 Class 6H specifications.
Our master craftspeople achieve thread tolerances of:
- Major diameter: +0/-0.12mm
- Pitch diameter: +0/-0.09mm
- Minor diameter: +0.18/-0mm
This precision ensures seamless integration with metal lamp holders—critical for luminaire manufacturers requiring reliable assembly.
Stage 5: Annealing (Critical Quality Determinant)
Immediately after forming, each hand blown glass lampshade enters the annealing lehr—a precisely temperature-controlled kiln where stress elimination occurs over 48-72 hours.
The Science of Annealing:
Glass formed above its strain point (510°C for borosilicate) contains frozen-in stresses from rapid cooling. Without proper annealing, these stresses cause spontaneous cracking during service—particularly dangerous in lighting applications with thermal cycling.
Our annealing curve follows this protocol:
- Hold at annealing point (560°C): 30 minutes for stress relaxation
- Controlled cooling: 2-5°C/hour through the strain range (560-490°C)
- Faster cooling: 20°C/hour to room temperature
This 72-hour investment—versus 4-6 hours for commodity production—explains why professional custom glass lampshade suppliers achieve <0.1% field failure rates.
Stage 6: Cold Working and Finishing (01:00-02:00 per piece)
Post-annealing, shades undergo precision finishing:
- Fire polishing: Flame-smoothing of cut edges (removes micro-cracks)
- Grinding: Thread refinement using diamond wheels
- Washing: Deionized water ultrasonic cleaning (removes particulates)
- Coating: Optional vacuum metallization or acid etching
Stage 7: Quality Verification (00:30-01:00 per piece)
Every hand blown glass lampshade undergoes 100% inspection:
- Dimensional: CMM (Coordinate Measuring Machine) sampling
- Optical: Spectrophotometer transmittance verification
- Mechanical: Torque testing (≥1.5N·m for G9 threads)
- Thermal: Spot-check thermal shock testing (-20°C to +150°C)
Chapter 3: Pressed Glass Lampshade Manufacturing—Industrial Efficiency
When Mechanization Makes Sense
Pressed glass lampshade manufacturing serves different market needs. Understanding its capabilities and limitations helps lighting professionals make informed sourcing decisions.
The Pressing Process
- Glass Melting: Batch materials melted in continuous tank furnace (1,400-1,500°C)
- Gob Formation: Precise glass portions sheared into molds
- Pressing: Mechanical plunger forms shape under 5-20 MPa pressure
- Annealing: Conveyored lehr processing (faster than hand-blown due to uniform thickness)
- Automation: Robotic handling for high-volume production
Pressed Glass Advantages:
- Unit cost: 40-60% lower than hand-blown at volume (>5,000pcs)
- Dimensional consistency: ±0.3mm typical (better than hand-blown for simple shapes)
- Production speed: 10-30 pieces per minute vs. 4-8 per hour hand-blown
- Complex internal features: Molded-in details difficult to achieve by hand
Pressed Glass Limitations:
- Shape constraints: Limited to mold-release geometries (no undercuts, negative drafts)
- Wall thickness minimum: Typically 2.5-3mm (vs. 1.5mm achievable hand-blown)
- Optical quality: Mold marks and chill lines visible; inferior clarity
- Thermal performance: Soda-lime composition common (cost-driven); borosilicate pressing rare due to material cost and shorter mold life
- Customization: New mold cost $5,000-15,000 vs. $500-2,000 for hand-blown pattern development
Chapter 4: Definitive Comparison—Hand Blown vs Pressed Glass Lampshade
Technical Decision Matrix for Lighting Professionals
Client Case: The West Elm Decision
When West Elm’s lighting team developed their “Artisan Collection” in 2021, they faced the hand blown vs pressed glass lampshade decision for a pendant line targeting $180-240 retail price points.
Initial Approach: Pressed glass in China at $4.50/unit landed cost.
Prototype Evaluation:
- Optical distortion created “hot spots” inconsistent with brand’s soft lighting aesthetic
- Mold parting line visible even after fire polishing
- Minimum 3,000pcs per SKU locked inventory risk
Our Proposed Solution: Hand-blown borosilicate with production efficiencies.
Implementation:
- Developed 6-core artisan team dedicated to West Elm patterns
- Standardized 4 base shapes with 12 surface variations (color/finish)
- Achieved $11.20/unit at 2,000pcs MOQ through process optimization
- 14-day sampling vs. 45-day pressed alternative
Result: Collection achieved 34% gross margin (vs. 28% pressed projection) due to premium positioning and reduced markdowns. Customer reviews specifically cited “beautiful glass quality” and “artisan character”—differentiators impossible with pressed alternatives.
Chapter 5: Custom Glass Lampshade Capabilities—Beyond Standard Production
The Engineering of Bespoke Lighting Components
True custom glass lampshade manufacturing requires capabilities extending far beyond catalog selections. Our factory’s engineering team specializes in translating lighting designers’ visions into manufacturable, certified products.
Customization Dimensions
1. Geometric Complexity
Case Study: The “Meteor” Pendant
A New York-based lighting designer conceptualized a custom borosilicate glass double wall lampshade resembling a captured meteor—irregular surface texture, asymmetric form, internal amber gradient, and integrated G9 ceramic socket.
Engineering Challenges:
- Surface texture: Developed custom mold with CNC-machined irregularities for partial pattern transfer during blowing
- Gradient color: Layered glass technique with internal gold fuming
- Socket integration: Borosilicate-to-ceramic thermal expansion matching (Al₂O₃ ceramic selected for 7.2×10⁻⁶/K compatibility)
- Structural integrity: FEA analysis confirmed 3mm minimum wall thickness at stress concentrations
Development Timeline:
- Week 1: 3D printed full-scale prototype for form validation
- Week 2-3: Glass blowing trials (12 iterations)
- Week 4: Electrical safety testing (UL 1598 preliminary)
- Week 5: Production sample approval
Production: 180 units across 6 unique forms (30 each), delivered in 8 weeks. Retail price $680, achieving 62% gross margin for the brand.
Surface Engineering Options
Chapter 6: Quality Systems in Professional Lamp Shade Manufacturing
From Artisan Bench to Global Certification
A professional glass lamp shade manufacturer must bridge the gap between craft tradition and industrial quality standards. Our integrated management system demonstrates this balance.
Three-Tier Quality Architecture
Tier 1: Artisan Self-Inspection
- Real-time dimensional checking using go/no-go gauges
- Visual defect identification (seeds, stones, checks)
- Immediate rework or rejection authority
Tier 2: Process Quality Control
- In-line laser wall thickness measurement (100%)
- Annealing curve verification (thermocouple data logging)
- Thread gauge inspection (G9 plug gauge, GO/NO-GO)
Tier 3: Final Quality Assurance
- CMM dimensional sampling (AQL 1.0)
- Optical transmittance verification (spectrophotometer)
- Thermal shock spot testing (10% batch)
- Torque validation (statistical sampling)
Case Study: Marriott International Compliance
When designated as a custom glass lampshade supplier for Marriott’s luxury tier renovations (2022-2024), we underwent extensive supply chain auditing:
Audit Findings:
- Quality: Zero non-conformances
- Social: Minor documentation gaps (corrected within 48 hours)
- Environmental: Exemplary glass recycling program (95% reclaim rate)
Ongoing Requirements:
- Quarterly third-party inspections
- Batch COA with full traceability
- 10-year record retention for liability
Result: Approved for global deployment across 340+ properties, with $2.3M annual contract value.
Chapter 7: The Future of Glass Lamp Shade Manufacturing
Innovation in Tradition
As a forward-looking glass lamp shade manufacturer, we’re investing in technologies that enhance—rather than replace—artisanal craftsmanship.
Digital Integration:
- 3D scanning: Every master sample digitized for global production consistency
- AR visualization: Clients preview custom designs in their environments pre-production
- IoT annealing: Real-time kiln monitoring with predictive maintenance
Material Advances:
- Borosilicate-nano composite: Enhanced impact resistance for transportation-critical applications
- Selective light filtering: Integrated UV/IR cutoff without coating degradation
Sustainability Leadership:
- Electric melting trials: Reducing natural gas dependence (60% carbon reduction target by 2030)
- Closed-loop water: Zero liquid discharge processing
- Bio-based refractories: Eliminating chromium-bearing materials
Conclusion: Choosing Your Glass Lamp Shade Manufacturing Partner
The difference between commodity glass and exceptional lighting components lies in the details explored throughout this article—from annealing curve precision to artisan training investment, from material specification discipline to customization engineering capability.
When evaluating a glass lamp shade manufacturer, demand evidence of:
- Technical depth: Can they explain borosilicate vs. soda-lime at molecular level?
- Quality infrastructure: Three-tier QC with statistical process control?
- Customization agility: Rapid prototyping without prohibitive NRE?
- Certification currency: Current audits, not expired certificates?
- Application expertise: Understanding of thermal, optical, mechanical integration?
Inside our factory, these aren’t marketing claims—they’re daily operational reality. Whether you require hand blown glass lampshades for boutique hospitality projects or engineered custom borosilicate glass double wall lampshades for technical lighting applications, the manufacturing methodology must serve your design intent and performance requirements.
We invite lighting professionals to experience the difference firsthand. Schedule a virtual factory tour, request technical samples, or initiate a design consultation. The perfect light deserves nothing less than manufacturing excellence.
Technical Appendix: Specifications Quick Reference
Standard Borosilicate Glass Properties (SCHOTT DURAN® equivalent)
- Density: 2.23 g/cm³
- Young’s modulus: 64 GPa
- Poisson’s ratio: 0.20
- Refractive index (nD): 1.474
- Abbe number: 65
- Knoop hardness: 480
G9 Thread Specifications (IEC 60061-1)
- Thread designation: G9
- Pitch: 1.0 mm
- Tolerance class: 6H (internal)
- Minimum torque: 1.5 N·m
- Maximum torque: 3.0 N·m (over-torque protection)
Typical Custom Glass Lampshade Tolerances
- Dimensional: ±1.0mm (hand blown), ±0.5mm (pressed)
- Wall thickness: ±0.5mm (hand blown), ±0.3mm (pressed)
- Weight: ±5%
- Color: ΔE<1.5 (vs. master standard)
Ready to specify your next custom glass lampshade project? Contact our engineering team for DFM consultation or request samples to evaluate our manufacturing quality firsthand.