Sandblasting
Sandblasting uses high-pressure air to spray abrasive particles (e.g., quartz sand) onto the lampshade surface, creating a uniform matte finish, removing burrs and enhancing its aesthetic appeal.
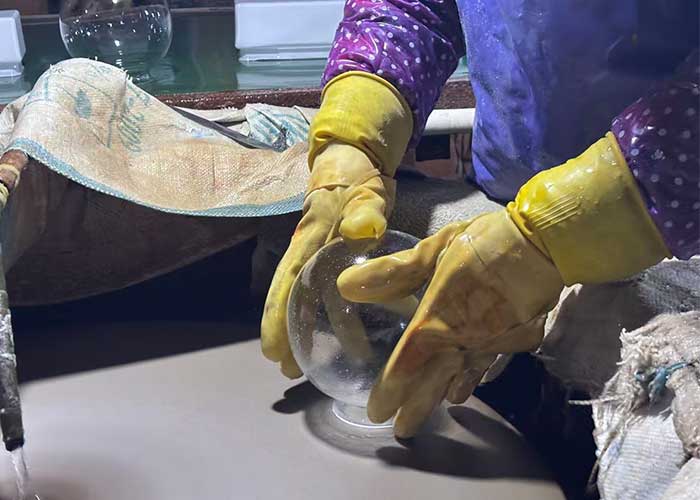
Acid Etching
The processes of acid for glass lampshades: Pickling involves immersing the lampshade in a dilute acid solution (e.g., dilute sulfuric acid) to remove surface oxides, stains and impurities, then rinsing thoroughly with clean water and drying.