
الطبيعة الصناعية لغلاف المصباح المصنع بالضغط
المؤلف: ري ليو
الفهم غطاء مصباح زجاجي مضغوط آليًا التصنيع لتطبيقات الإضاءة التجارية
شهدت صناعة الإضاءة تحولًا كبيرًا خلال العقدين الماضيين، ومع ذلك لا تزال هناك عملية تصنيع أساسية لإنتاج أغطية المصابيح الزجاجية بكميات كبيرة وبدقة عالية: الضغط الآلي. بالنسبة لمصممي الإضاءة، وأخصائيي المشتريات، ومصنعي التركيبات التجارية الذين يسعون إلى جودة متسقة على نطاق واسع، فإن فهم الطبيعة الصناعية لتصنيع أغطية المصابيح بالضغط الآلي أمر ضروري لاتخاذ قرارات شراء مستنيرة.
ما هو الضغط الآلي تصنيع أغطية المصابيح الزجاجية?
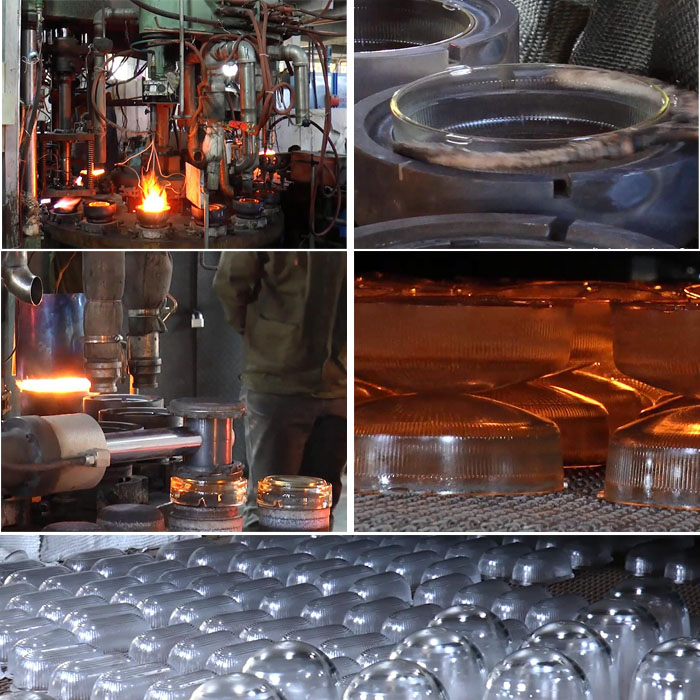
يمثل الضغط الآلي الطريقة الأكثر كفاءة لإنتاج أغطية المصابيح الزجاجية الموحدة بكميات متوسطة إلى كبيرة. على عكس التقنيات اليدوية التي تعتمد على مهارة الحرفي الفردية، يستخدم التصنيع بالضغط الآلي أنظمة أوتوماتيكية أو شبه أوتوماتيكية لتشكيل الزجاج المنصهر داخل قوالب مصممة بدقة.
ثبات الأبعاد: يقضي الضغط الآلي على التفاوتات الموجودة في الإنتاج اليدوي، مما يضمن أن كل غطاء مصباح يفي بالمواصفات الدقيقة. بالنسبة لمصنعي الإضاءة الذين يقومون بتجميع التركيبات بكميات كبيرة، يقلل هذا الثبات من مشاكل التركيب ويسهل إدارة المخزون.
كفاءة الإنتاج: يمكن لآلة ضغط واحدة إنتاج مئات الوحدات في الوردية الواحدة، حسب حجم وتعقيد الغطاء. يجعل هذا الإنتاج العملية مجدية اقتصاديًا لمشاريع الإضاءة واسعة النطاق حيث يجب أن تظل تكاليف المكونات تنافسية.
تكرار التصميم: بمجرد تصميم القالب واعتماده، تتطابق كل قطعة لاحقة مع التصميم الأصلي. وتعد هذه الموثوقية ذات قيمة خاصة للعلامات التجارية التي تحافظ على خطوط منتجات متسقة عبر عدة دفعات إنتاج.
العملية التقنية: من المادة الخام إلى غطاء المصباح الزجاجي النهائي
اختيار المواد الخام وتحضير الدفعة
- زجاج صودا-لايم: المادة الأكثر استخدامًا بسبب توازنها المفضل بين سهولة العمل، الوضوح، والتكلفة. مناسبة للإضاءة الداخلية العامة حيث يكفي مقاومة حرارة معتدلة.
زجاج بوروسيلكات: مصممة للتطبيقات التي تتطلب مقاومة فائقة للصدمات الحرارية. بمعامل تمدد حراري خطي قدره 3.3×10⁻⁶K⁻¹ وفقًا لمعايير ISO 3585، يتحمل الزجاج البوريسيليكات فروق درجات حرارة تصل إلى 300°C دون فشل. هذا يجعله مثاليًا للتركيبات ذات الحرارة العالية، بما في ذلك تطبيقات الهالوجين وLED ذات الإخراج العالي.
زجاج أوبال: يتميز بمظهر أبيض حليبي وانتشار ضوئي محكم (عادةً نفاذية 30-70%)، الزجاج الأوبال يخلق إضاءة ناعمة وخالية من الوهج مفضلة في الإعدادات السكنية والضيافة .
الذوبان والمعالجة
تصميم القالب والتحضير
- أنماط ذات نقوش تنقل إلى سطح الزجاج
- ميزات تثبيت دقيقة لتجميع التركيب
- زوايا ميل لتسهيل إطلاق الجزء بشكل نظيف
- قنوات تهوية تسمح بخروج الهواء أثناء الضغط
صيانة القالب تؤثر مباشرة على اتساق الإنتاج. ينفذ المصنعون ذوو الخبرة فحوصات دورية وجدول تجديد لمنع انحراف الأبعاد عبر عمليات الإنتاج.
عملية الضغط
الحصول على المادة: يستخرج أنبوب النفخ المسخن مسبقًا أو آلية التجميع الآلية كرة مقياسها بدقة من الزجاج المنصهر من الفرن.
نقل وتحديد الموقع: يتحرك كرة الزجاج إلى تجويف القالب، ويتم وضعها لضمان توزيع متساوٍ أثناء الضغط.
- التشكيل الميكانيكي: يطبق مكبس ضغطًا محكمًا، مما يجبر الزجاج المنصهر على الت conform داخل القالب. يجب أن يكون الضغط، والوقت، ودرجة الحرارة مضبوطين بدقة—فإذا كانت سريعة جدًا، قد تتطور تشققات إجهاد؛ وإذا كانت بطيئة جدًا، قد يبرد الزجاج قبل الأوان، مما يلتقط عيوب السطح.
- التبريد الأولي: بعد التشكيل مباشرة، يخضع الجزء لتبريد محكم لاستقرار شكله قبل إزالته من القالب.
- طحن خشن باستخدام عجلات كشط خشن يزيل الشوائب الكبيرة
- طحن ناعم يعمل على تنعيم حافة الشكل تدريجيًا
- التلميع (حيثما يُحدد) يحقق جودة تشطيب عالية اللمعان
يساهم هذا المرحلة النهائية بشكل كبير في تكاليف الإنتاج بسبب فقدان المادة ووقت المعالجة، لكنه يظل ضروريًا للمنتجات ذات الجودة المهنية.الزجاج المضغط الخام يتميز بحواف خشنة تتطلب تحسينًا. يزيل طحن الحواف المادة الزائدة ويخلق أسطحًا آمنة وسهلة الحمل. عادةً ما يستخدم العملية عمليات طحن متتالية:
معالجة الحواف والتشطيب
- طحن خشن باستخدام عجلات كشط خشن يزيل الشوائب الكبيرة
- طحن ناعم يعمل على تنعيم حافة الشكل تدريجيًا
- التلميع (حيثما يُحدد) يحقق جودة تشطيب عالية اللمعان
التمويج للثبات الحراري
يمثل التمويج ربما أهم خطوة حاسمة في تحديد جودة مصباح الزجاج. لا يمكن للزجاج أن يبرد بشكل طبيعي لأنه يخلق انكماشًا تفريقيًا بين السطح والداخل، مما يؤدي إلى إجهادات داخلية تؤدي إلى فشل تلقائي. خلال التمويج، تدخل الأشكال المُشكلة إلى فرن يتحكم في درجة حرارته ويظل تحت نقطة تليين الزجاج. على مدى فترة طويلة—قد تصل إلى ساعات حسب سمك الجدار—تنخفض درجة الحرارة تدريجيًا، مما يسمح بانكماش موحد وتخفيف الإجهاد. يظهر الزجاج المتمويج بشكل صحيح قوة ميكانيكية محسنة بشكل كبير ومقاومة للصدمات الحرارية.
بالنسبة لمنتجات الزجاج البوروسيلكات، يجب أن تأخذ معلمات التلدين في الاعتبار الخصائص الحرارية الفريدة للمادة. سمك الجدار يرتبط مباشرة بمقاومة الصدمة الحرارية—جدار بوروسيلكات بسماكة 3 مم يتحمل فرق حرارة يقارب 175°C، بينما سماكة 6 مم تتسع لفرق حرارة يقارب 124°C.
معالجة السطح والزخرفة
طلاء بالرذاذ: تُطبق دهانات الزجاج الخاصة بواسطة مسدس الرش وتُعالج عند 80-120°C لتمكين الألوان المخصصة والتأثيرات الزخرفية.
الطلاء الكهربائي: ترسيب المعدن (كروم، نيكل، أو تشطيبات أخرى) يعزز الانعكاسية ومقاومة التآكل. تتطلب العملية إعداد سطح شامل لضمان الالتصاق.
طلاء الفراغ: تقنيات ترسيب الأفلام الرقيقة تخلق تشطيبات مرآة، تأثيرات ثنائية اللون، أو تصفية الضوء الانتقائية.
مواصفات المواد ومعايير الأداء
معايير الزجاج البوروسيلكات
زجاج البوروسيلكات 3.3، المحدد بمعامل التمدد الخطي 3.3×10⁻⁶K⁻¹، يتوافق مع مواصفات ISO 3585 للأواني المختبرية والصناعية. بالنسبة لتطبيقات الإضاءة، يوفر هذا المادة:
- مقاومة الصدمة الحرارية: يتحمل التغيرات السريعة في درجة الحرارة التي قد تكسر الزجاج الصودا-لايم التقليدي
- المتانة الكيميائية: يقاوم التدهور الناتج عن الملوثات الجوية وعوامل التنظيف
- وضوح بصري: نقل عالي للضوء مع أقل تغير في اللون
- القوة الميكانيكيةإجهاد الشد المسموح به 3.5 ميغاباسكال وتحمل إجهاد الضغط حتى 100 ميغاباسكال
مواصفات الزجاج المقسى
للتطبيقات التي تتطلب أمانًا ميكانيكيًا معززًا، يوفر الزجاج المقسى مقاومة فائقة للصدمات. يتضمن التقسية تسخين الزجاج المشكل إلى حوالي 620 درجة مئوية يتبعه تبريد سريع بالهواء، مما يخلق إجهادات سطحية ضغطية تقوي المادة ضد الصدمات الميكانيكية.
يجب أن تلبي مصابيح الزجاج المقسى معايير السلامة ذات الصلة، على الرغم من أن المتطلبات المحددة تختلف حسب التطبيق والاختصاص. تشمل المواصفات النموذجية:
- السمك الأدنى: 4 مم للتطبيقات القياسية، 5-10 مم للبيئات عالية التأثير
- تحمل الأبعاد: ±1 مم للتطبيقات الدقيقة
- تشطيب الحواف: ملفات مسطحة، قلم رصاص، أو مائلة مع تشطيب مصقول أو غير لامع
بروتوكولات ضمان الجودة
خدمات تطوير التصميم
هندسة القوالب: تصميم وتصنيع القوالب داخل الشركة، وعادة ما يتطلب 2-3 أسابيع للتصاميم الجديدة
إنتاج العينات: عينات ما قبل الإنتاج للموافقة قبل الالتزام بالتصنيع الضخم
خيارات التخصيص الفني
قابلية التوسع في الإنتاج
حد أدنى لكميات الطلبات: عادةً 500-1000 قطعة لكل تصميم للمنتجات المضغوطة بالآلة، على الرغم من أن بعض الموردين يستوعبون كميات أقل للعلاقات القائمة
- أوقات الإنتاج: 3-4 أسابيع كمعيار، مع إضافة 2-3 أسابيع لتطوير القوالب للتصاميم الجديدة
- تخصيص السعة: مرافق متعددة الخطوط قادرة على الإنتاج المتوازي للطلبات الكبيرة أو عدة وحدات SKU
- اتساق الجودة: تخصيص دفعات فرن واحد للطلبات التي تقل عن 10,000 قطعة؛ مراقبة طيفية على الخط مع تعديل كيميائي تلقائي؛ مقارنة احتفاظ العينات للطلبات الكبيرة متعددة الدفعات
التطبيقات والقطاعات الصناعية
الضيافة والديكورات التجارية
الإضاءة الصناعية والمضادة للانفجار
الأسواق السكنية والزخرفية
المعدات الطبية والمخبرية
السيارات والنقل
اعتبارات التوريد: تقييم مصنعي المصابيح الزجاجية
القدرات الفنية
- محفظة المعدات: سعة آلة الضغط، قدرات تصنيع القوالب، وتنوع خط التشطيب
- خبرة المواد: الخبرة في تركيبات الزجاج المحددة والمعايير الجودة ذات الصلة
- الدعم الهندسي: توفر المساعدة في التصميم الداخلي والاستشارات الفنية
- أنظمة الجودة: شهادة ISO 9001، بروتوكولات الفحص الموثقة، وقدرات الاختبار.
موثوقية الإنتاج
- حجم المنشأة: سعة كافية لتلبية متطلبات الحجم المتوقعة مع إمكانية التوسع
- تحكم العمليات: تنفيذ التحكم الإحصائي في العمليات وأنظمة المراقبة المستمرة
- إدارة سلسلة التوريد: استقرار مصادر المواد الخام وممارسات إدارة المخزون
- أداء وقت التسليمالأداء التاريخي للتسليم وخطط الطوارئ
العوامل التجارية
- خبرة التصدير: الإلمام بمتطلبات سوق الوجهة، والوثائق، واللوجستيات
- فعالية التواصل: الكفاءة في اللغة الإنجليزية الفنية والاستجابة لإدارة المشاريع
- الاستقرار المالي: الجدارة الائتمانية ومؤشرات الاستدامة على المدى الطويل
- التحقق من المراجع: شهادات العملاء والمراجع النشطة للمشاريع
بروتوكولات ضمان الجودة
تدقيق المصنع: تقييم ميداني أو افتراضي لمرافق الإنتاج، حالة المعدات، والممارسات التشغيلية. يوفر التحقق من طرف ثالث من خلال SGS، TÜV، أو Bureau Veritas ثقة إضافية.
- تقييم العينة: اختبار شامل لعينات الإنتاج بما في ذلك التحقق من الأبعاد، الفحص البصري، قياس نفاذية الضوء، واختبار الأداء الحراري حيثما ينطبق.
- مراجعة الوثائق: أوراق المواصفات الفنية، شهادات المواد، إجراءات مراقبة الجودة، ومراجع المشاريع السابقة.
- الإنتاج التجريبي: طلب أولي محدود للتحقق من اتساق الإنتاج قبل الالتزام على نطاق واسع.
التعبئة والتغليف واللوجستيات لمصابيح الزجاج
الاتجاهات المستقبلية في تصنيع أباجورات الزجاج
مبادرات الاستدامة
المعالجات السطحية المتقدمة
- الطلاءات ذاتية التنظيف: معالجات سطحية كارهة للماء تقلل من متطلبات الصيانة
- دمج الزجاج الذكي: خصائص إلكترومكرومية أو حرارية تمكن التحكم الديناميكي في الضوء
- مكونات مطبوعة بتقنية الطباعة ثلاثية الأبعاد: تصنيع هجين يجمع بين قواعد الزجاج المضغوط وعناصر هيكلية مطبوعة
التكامل الرقمي
- الفحص الآلي: أنظمة الرؤية الآلية التي تكتشف العيوب بدقة أكبر من الفحص البشري
- مراقبة العملية: جمع البيانات في الوقت الحقيقي لتمكين الصيانة التنبؤية وتحسين الجودة
- تقنية التوأم الرقمي: النمذجة الافتراضية لعمليات الإنتاج للتحسين قبل التنفيذ الفعلي
ج: عادةً ما يستغرق تصنيع القالب من 2 إلى 3 أسابيع من التصميم المعتمد حتى جاهزية الإنتاج. يشمل هذا الجدول النهائي للتصميم، شراء المواد، التشغيل الآلي، والاختبارات الأولية. قد تطيل الأشكال المعقدة أو الأسطح المتخصصة هذا الوقت. إجمالي الوقت من بدء التصميم حتى أول عينات إنتاج عادة ما يكون من 4 إلى 6 أسابيع.
ج: للمصابيح التي تولد حرارة كبيرة—مصابيح الهالوجين، مصابيح LED عالية القدرة، أو الإضاءة الصناعية—ينصح بشدة باستخدام زجاج البورسليكات. معامل التمدد الحراري له 3.3×10⁻⁶ ك⁻¹ يوفر مقاومة فائقة للصدمات الحرارية مقارنة بزجاج الصودا-لايم. يتحمل البورسليكات فروق درجات حرارة تصل إلى 300 درجة مئوية ودرجات حرارة تشغيل مستمرة تقارب 260 درجة مئوية (500 درجة فهرنهايت). للحالات القصوى، يُفضل استخدام البورسليكات المقسى الذي يجمع بين المقاومة الحرارية والقوة الميكانيكية المحسنة.
ج: تشمل المؤهلات الأساسية شهادة إدارة الجودة ISO 9001 والمعايير ذات الصلة لسلامة المنتج للسوق المستهدفة الخاصة بك (علامة CE لأوروبا، اعتراف UL لأمريكا الشمالية، وغيرها). بالنسبة للتطبيقات الخاصة، قد تنطبق شهادات إضافية—مثل ISO 3585 لمعدات المختبرات من زجاج البوروسيلكات، شهادات مقاومة الانفجار للمصابيح في المواقع الخطرة، أو متطلبات صناعية محددة. نفذ بروتوكولات فحص الواردات بما في ذلك التحقق من الأبعاد، فحص العيوب البصرية، والاختبار الوظيفي المناسب لتطبيقك.
س: كيف أضمن اتساق اللون عبر دفعات الإنتاج الكبيرة؟
ج: يستخدم المصنعون الموثوق بهم عدة آليات تحكم: تخصيص دفعة فرن واحد للطلبات التي تقل عن 10,000 قطعة، مراقبة عبر جهاز قياس الطيف الضوئي inline مع تعديل تلقائي لخصائص الفرن، ومقارنة عينات الاحتفاظ للطلبات الكبيرة متعددة الدفعات. حدد متطلبات التسامح اللوني في وثائقك الفنية، مع الإشارة إلى أنظمة القياس القياسية (بانتون، RAL) أو تقديم عينات مادية للمطابقة. .
ج: الوثائق الفنية الشاملة تقلل من سوء الفهم وتمكن من تقديم عروض دقيقة. تشمل: رسومات تفصيلية للأبعاد (يفضل باستخدام CAD ثلاثي الأبعاد)، مواصفات المادة، متطلبات التسامح، أوصاف التشطيب السطحي، مراجع الألوان، المتطلبات الوظيفية (مقاومة الحرارة، نقل الضوء)، الحجم السنوي المقدر، وأي معايير أو شهادات ذات صلة مطلوبة. غالبًا ما تكون العينات المادية للمنتجات الحالية أو المواد المرجعية ذات قيمة كبيرة في التواصل حول توقعات الجودة.
س: كيف يمكنني التحقق من قدرات المصنع المزعومة قبل تقديم الطلبات؟
الخلاصة
س: يمثل تصنيع مصباح الزجاج المضغوط بالآلة عملية صناعية ناضجة تجمع بين مبادئ صناعة الزجاج القديمة والحديثة من الأتمتة ومراقبة الجودة. بالنسبة لمحترفي صناعة الإضاءة، فإن فهم قدرات هذه الطريقة، وقيودها، وعوامل الجودة المحددة يتيح اختيار الموردين بشكل أكثر فاعلية وتحديد المواصفات بشكل أدق.
أسئلة شائعة
شركة يانشينج جينكسين للأواني الزجاجية المحدودة هي مصنع زجاج محترف تأسست في عام 1999. ندير منشأة إنتاج خاصة بنا بمساحة 6000 متر مربع تدمج التصميم والتصنيع ومراقبة الجودة وخدمات التصدير — وليست شركة تجارة.
نصنع مجموعة واسعة من مصباح زجاجي مخصص بما في ذلك مصباح زجاجي منفوخ، مصباح زجاجي مضغوط بالآلة، مصباح زجاجي من بوروسيلكات، مصباح زجاجي طرد مركزي، وغيرها. تغطي قدراتنا الإنتاج وفقًا لمتطلبات OEM و ODM لمختلف التطبيقات والصناعات.
نعم، نحن نوفر خدمات تخصيص كاملة للتصنيع حسب الطلب والتصميم حسب الطلب بما في ذلك:
- تصميم المنتج الهندسي والتخصيص
- تطوير القوالب داخل الشركة
- طباعة الشعار والعلامة التجارية
- معالجات السطح والتشطيبات
- حلول التعبئة والتغليف المخصصة
نعم، يمكن لفريق التصميم لدينا تطوير أدوات زجاجية مخصصة من مفهومك. نقدم خدمات تصميم احترافية استنادًا إلى أفكارك أو عينات مرجعية أو متطلبات وظيفية — لا حاجة لرسومات فنية للبدء.
تضمن عمليتنا الجودة قبل الإنتاج الضخم
تأكيد التصميم مع العميل
تطوير القالب داخليًا في منشأتنا
إنتاج العينة للموافقة عليها
اختبار العميل وتقديم الملاحظات
الإنتاج الضخم فقط بعد الموافقة النهائية على العينة
نقدم تعبئة وتغليف مخصصة شاملة للشحن الدولي الآمن:
- مواد التعبئة الداخلية الواقية
- صناديق كرتون عالية الجودة للتصدير
- صناديق ملونة مخصصة وتغليف للبيع بالتجزئة
- طباعة الملصقات والعلامات التجارية
- تصميم التعبئة والتغليف وفقًا لمعايير الشحن الدولية
- الفحص في كل مرحلة من مراحل الإنتاج
- إجراءات مراقبة جودة علمية
- فحص قبل الشحن لكل دفعة
- الامتثال لمعايير التصدير الدولية
- أنظمة إدارة الجودة المعتمدة
نحن نعمل على خطوط إنتاج متعددة مع عمال ذوي خبرة, ، مما يتيح إنتاجًا جماعيًا مستقرًا للطلبات بجميع الأحجام. تضمن منشأتنا جودة متسقة وتسليم موثوق في الوقت المحدد لكل من الطلبات الصغيرة والكبيرة الحجم.
تختلف أوقات التنفيذ حسب التعقيد والكمية:
- إنتاج العينة: عادةً من 2 إلى 4 أسابيع
- الإنتاج الضخم: يُجدول بعد الموافقة على العينة
- يتم تقديم الجداول الزمنية الدقيقة بناءً على متطلبات الطلب المحددة
نحن نصدر إلى أكثر من 150 دولة ومنطقة حول العالم, ، بما في ذلك:
- شمال أفريقيا (مصر، دول شمال أفريقيا)
- أوروبا (المملكة المتحدة، ألمانيا، فرنسا، وغيرها)
- أسواق آسيا والمحيط الهادئ
- الشرق الأوسط
- أفريقيا
- أوقيانوسيا (أستراليا، نيوزيلندا)
نحافظ على شبكة توزيع عالمية شاملة.