
La naturaleza industrial de la pantalla de lámpara prensada a máquina
Autor: Rae Liu
Comprensión Pantalla de lámpara de vidrio prensado a máquina Fabricación para aplicaciones de iluminación comercial
La industria de la iluminación ha experimentado una transformación significativa en las últimas dos décadas, pero un proceso de fabricación sigue siendo fundamental para la producción de pantallas de vidrio de alta precisión y gran volumen: el prensado a máquina. Para los diseñadores de iluminación, especialistas en compras y fabricantes de luminarias comerciales que buscan calidad constante a escala, comprender la naturaleza industrial de la fabricación de pantallas de lámpara prensadas a máquina es esencial para tomar decisiones de abastecimiento informadas.
¿Qué es el prensado a máquina Fabricación de pantallas de lámpara de vidrio?
El prensado a máquina representa el método más eficiente para producir pantallas de vidrio uniformes en volúmenes medios y altos. A diferencia de las técnicas sopladas a mano que dependen de la habilidad individual del artesano, la fabricación con prensa utiliza sistemas automatizados o semiautomatizados para dar forma al vidrio fundido dentro de moldes de precisión.
Consistencia dimensional: El prensado a máquina elimina la variabilidad inherente a la producción soplada a mano, asegurando que cada pantalla cumpla con especificaciones exactas. Para los fabricantes de iluminación que ensamblan luminarias en volumen, esta consistencia reduce problemas de ajuste y simplifica la gestión de inventario.
Eficiencia de producción: Una sola prensa puede producir cientos de unidades por turno, dependiendo del tamaño y la complejidad de la pantalla. Este rendimiento hace que el proceso sea económicamente viable para proyectos de iluminación a gran escala donde los costes de los componentes deben mantenerse competitivos.
Repetibilidad de diseño: Una vez que un molde está diseñado y validado, cada pieza posterior coincide con la intención de diseño original. Esta fiabilidad resulta especialmente valiosa para las marcas de iluminación que mantienen líneas de productos consistentes a lo largo de múltiples producciones.
El proceso técnico: del material en bruto a la pantalla de vidrio terminada
Selección de materia prima y preparación del lote
- Vidrio de sosa-cal: El material más utilizado debido a su equilibrio favorable entre trabajabilidad, claridad y coste. Adecuado para iluminación interior general donde una resistencia térmica moderada es suficiente.
Vidrio de borosilicato: Diseñado para aplicaciones que requieren una resistencia superior al choque térmico. Con un coeficiente de expansión térmica lineal de 3,3×10⁻⁶K⁻¹ conforme a la norma ISO 3585, el vidrio de borosilicato soporta diferencias de temperatura de hasta 300°C sin fallar. Esto lo hace ideal para luminarias de alta temperatura, incluidas aplicaciones con halógenos y LED de alta potencia.
Vidrio Opalino: Caracterizado por su apariencia blanca lechosa y difusión de luz controlada (normalmente 30-70% de transmitancia), el vidrio opal crea una iluminación suave y sin deslumbramientos, preferida en entornos residenciales y de hostelería. .
Fusión y acondicionamiento
Diseño y preparación del molde
- Patrones texturizados que se transfieren a la superficie del vidrio
- Características de montaje de precisión para el ensamblaje de la luminaria
- Ángulos de desmoldeo que facilitan la extracción limpia de la pieza
- Canales de ventilación que permiten la salida del aire durante el prensado
El mantenimiento del molde impacta directamente en la consistencia de la producción. Los fabricantes experimentados implementan protocolos de inspección regulares y programas de reacondicionamiento para evitar desviaciones dimensionales durante las series de producción.
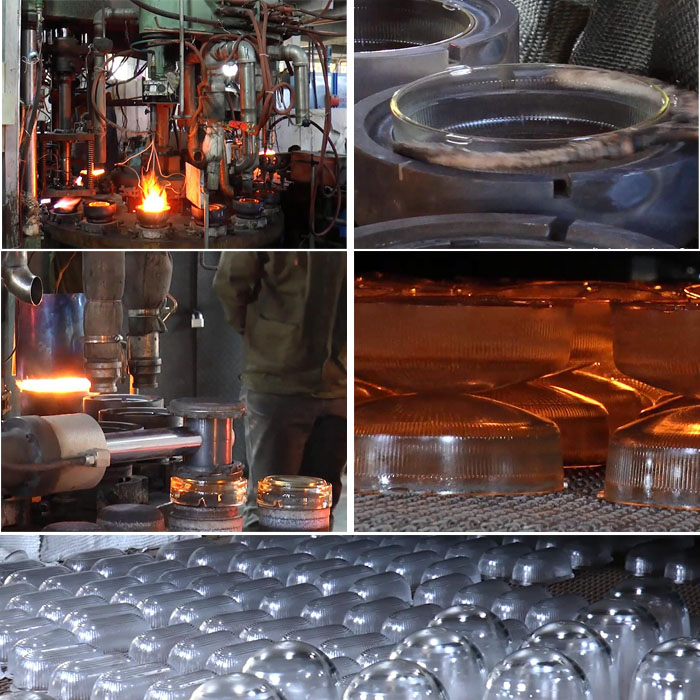
La operación de prensado
Adquisición de material: Una caña de soplado precalentada o un mecanismo automático de recogida extrae una porción de vidrio fundido, medida con precisión, del horno.
Transferencia y posicionamiento: El gota de vidrio se mueve hacia la cavidad del molde, posicionándose para asegurar una distribución uniforme durante el prensado.
- Formado mecánico: Un émbolo aplica presión controlada, obligando al vidrio fundido a conformarse al interior del molde. La presión, el tiempo y la temperatura deben calibrarse con precisión: si es demasiado rápido, pueden desarrollarse fracturas por tensión; si es demasiado lento, el vidrio puede enfriarse prematuramente, capturando imperfecciones superficiales.
- Enfriamiento inicial: Inmediatamente después del formado, la pieza se somete a un enfriamiento controlado para estabilizar su forma antes de retirarla del molde.
- Desbaste con ruedas abrasivas gruesas elimina las irregularidades principales
- Pulido fino suaviza progresivamente el perfil del borde
- Pulido (cuando se especifica) logra una calidad de acabado de alto brillo
Esta etapa de acabado contribuye significativamente a los costes de producción debido a la pérdida de material y al tiempo de procesamiento, pero sigue siendo esencial para productos de calidad profesional.El vidrio prensado en bruto presenta bordes ásperos que requieren refinamiento. El rectificado de bordes elimina el material sobrante y crea superficies suaves y seguras para el manejo. El proceso normalmente emplea operaciones de rectificado secuenciales:
Tratamiento y acabado de bordes
- Desbaste con ruedas abrasivas gruesas elimina las irregularidades principales
- Pulido fino suaviza progresivamente el perfil del borde
- Pulido (cuando se especifica) logra una calidad de acabado de alto brillo
Recocido para estabilidad térmica
El recocido representa quizás el paso más crítico para determinar la calidad en la fabricación de pantallas de lámparas de vidrio. El vidrio no puede enfriarse naturalmente porque la contracción diferencial entre la superficie y el interior crea tensiones internas que conducen a fallos espontáneos. Durante el recocido, las pantallas formadas entran en un horno controlado en temperatura, mantenido justo por debajo del punto de ablandamiento del vidrio. Durante un periodo prolongado—potencialmente horas dependiendo del grosor de la pared—la temperatura disminuye gradualmente, permitiendo una contracción uniforme y alivio de tensiones. El vidrio correctamente recocido demuestra una resistencia mecánica y a choques térmicos significativamente mejorada.
Para productos de vidrio borosilicato, los parámetros de recocido deben tener en cuenta las propiedades térmicas únicas del material. El grosor de la pared se correlaciona directamente con la resistencia al choque térmico: una pared de borosilicato de 3 mm soporta aproximadamente una diferencia de 175°C, mientras que un grosor de 6 mm acomoda aproximadamente 124°C.
Tratamiento y Decoración de Superficies
Recubrimiento en spray: Pinturas especiales para vidrio aplicadas con pistola y curadas a 80-120°C permiten colores personalizados y efectos decorativos.
Electrochapado: La deposición metálica (cromo, níquel u otros acabados) mejora la reflectividad y la resistencia a la corrosión. El proceso requiere una preparación de superficie exhaustiva para asegurar la adhesión y durabilidad.
Recubrimiento al Vacío: Las técnicas de deposición de capas delgadas crean acabados espejados, efectos dicroicos o filtrado selectivo de la luz.
Especificaciones de Material y Normas de Rendimiento
Normas del Vidrio de Borosilicato
El vidrio de borosilicato 3.3, designado por su coeficiente de expansión lineal de 3,3×10⁻⁶K⁻¹, cumple con las especificaciones ISO 3585 para vidriería de laboratorio e industrial. Para aplicaciones de iluminación, este material ofrece:
- Resistencia al choque térmico: Soporta cambios rápidos de temperatura que fracturarían el vidrio sodocálcico convencional
- Durabilidad Química: Resiste la degradación por contaminantes atmosféricos y agentes de limpieza
- Claridad Óptica: Alta transmisión de luz con un cambio de color mínimo
- Resistencia mecánica: Estrés de tracción permitido de 3.5 MPa y tolerancia al estrés de compresión de hasta 100 MPa
Especificaciones del Vidrio Templado
Para aplicaciones que requieren mayor seguridad mecánica, el vidrio templado físicamente proporciona una resistencia superior al impacto. El templado consiste en calentar el vidrio formado a aproximadamente 620°C seguido de un enfriamiento rápido por aire, creando tensiones superficiales de compresión que refuerzan el material contra golpes mecánicos.
Las pantallas de vidrio templado deben cumplir las normas de acristalamiento de seguridad pertinentes, aunque los requisitos específicos varían según la aplicación y la jurisdicción. Las especificaciones típicas incluyen:
- Espesor mínimo: 4 mm para aplicaciones estándar, 5-10 mm para entornos de alto impacto
- Tolerancia dimensional: ±1 mm para aplicaciones de precisión
- Acabado de bordes: Perfiles planos, redondeados o biselados con acabado pulido o mate
Protocolos de aseguramiento de la calidad
Servicios de desarrollo de diseño
Ingeniería de moldes: Diseño y fabricación de moldes internos, normalmente requiere de 2 a 3 semanas para nuevos diseños
Producción de muestras: Muestras de preproducción para aprobación antes del compromiso de fabricación en masa
Opciones de personalización técnica
Escalabilidad de Producción
Cantidades mínimas de pedidoNormalmente de 500 a 1000 piezas por diseño para productos prensados a máquina, aunque algunos proveedores permiten volúmenes menores para relaciones establecidas.
- Tiempos de entrega de producción3-4 semanas estándar, con desarrollo de moldes que añade 2-3 semanas para nuevos diseños.
- Asignación de capacidadInstalaciones de múltiples líneas capaces de producción paralela para pedidos grandes o múltiples referencias.
- Consistencia de CalidadAsignación por lotes de horno único para pedidos inferiores a 10.000 piezas; monitorización con espectrofotómetro en línea y ajuste automático de la química; comparación de retención de muestras para pedidos grandes de varios lotes.
Aplicaciones y sectores industriales
Hostelería e interiores comerciales
Iluminación industrial y a prueba de explosiones
Mercados residenciales y decorativos
Equipos médicos y de laboratorio
Automoción y transporte
Consideraciones de abastecimiento: Evaluación de fabricantes de pantallas de vidrio
Capacidades técnicas
- Portafolio de equipos: Capacidad de la prensa, capacidades de fabricación de moldes y diversidad en líneas de acabado
- Experiencia en materiales: Experiencia con composiciones de vidrio especificadas y normas de calidad relevantes
- Soporte de Ingeniería: Disponibilidad de asistencia de diseño interna y consulta técnica
- Sistemas de calidad: Certificación ISO 9001, protocolos de inspección documentados y capacidades de prueba.
Fiabilidad de producción
- Escala de la instalaciónCapacidad adecuada para los requisitos de volumen proyectados con posibilidad de expansión
- Control de procesosImplementación de control estadístico de procesos y sistemas de monitoreo continuo
- Gestión de la cadena de suministroEstabilidad en el abastecimiento de materias primas y prácticas de gestión de inventario
- Desempeño en plazos de entregaHistorial de desempeño en entregas y planificación de contingencias
Factores comerciales
- Experiencia en exportaciónFamiliaridad con los requisitos del mercado de destino, documentación y logística
- Eficacia en la comunicaciónDominio técnico del inglés y gestión de proyectos ágil
- Estabilidad financieraSolvencia crediticia e indicadores de viabilidad a largo plazo
- Verificación de referenciasTestimonios de clientes y referencias de proyectos activos
Protocolos de aseguramiento de la calidad
Auditoría de fábricaEvaluación presencial o virtual de las instalaciones de producción, estado del equipo y prácticas operativas. La verificación por terceros a través de SGS, TÜV o Bureau Veritas proporciona confianza adicional.
- Evaluación de muestrasPruebas exhaustivas de muestras de producción, incluyendo verificación dimensional, inspección visual, medición de transmisión de luz y pruebas de rendimiento térmico cuando sea aplicable.
- Revisión de documentaciónHojas de especificaciones técnicas, certificaciones de materiales, procedimientos de control de calidad y referencias de proyectos anteriores.
- Producción pilotoPedido inicial limitado para validar la consistencia de producción antes de un compromiso a gran escala.
Embalaje y logística para pantallas de lámparas de vidrio
Tendencias futuras en la fabricación de pantallas de lámparas de vidrio
Iniciativas de sostenibilidad
Tratamientos avanzados de superficie
- Recubrimientos autolimpiantes: Tratamientos de superficie hidrofóbicos que reducen los requisitos de mantenimiento
- Integración de vidrio inteligente: Propiedades electrocrómicas o termocrómicas que permiten el control dinámico de la luz
- Componentes impresos en 3D: Fabricación híbrida que combina bases de vidrio prensado con elementos estructurales impresos
Integración digital
- Inspección automatizada: Sistemas de visión artificial que detectan defectos con mayor consistencia que la inspección humana
- Monitoreo de procesos: Recopilación de datos en tiempo real que permite el mantenimiento predictivo y la optimización de la calidad
- Tecnología de gemelo digital: Modelado virtual de procesos de producción para optimización antes de la implementación física
R: La fabricación del molde normalmente requiere de 2 a 3 semanas desde el diseño aprobado hasta el estado listo para producción. Este plazo incluye la finalización del diseño, la adquisición de materiales, el mecanizado y las pruebas iniciales. Geometrías complejas o texturas superficiales especializadas pueden extender este tiempo. El plazo total desde el inicio del diseño hasta las primeras muestras de producción suele ser de 4 a 6 semanas.
A: Para luminarias que generan calor significativo—lámparas halógenas, LED de alta potencia o iluminación industrial—se recomienda encarecidamente el vidrio de borosilicato. Su coeficiente de expansión térmica de 3,3×10⁻⁶K⁻¹ proporciona una resistencia superior al choque térmico en comparación con el vidrio sodocálcico. El borosilicato soporta diferencias de temperatura de hasta 300°C y temperaturas de servicio continuas cercanas a 500°F (260°C). Para condiciones extremas, considere el borosilicato templado que combina resistencia térmica con mayor resistencia mecánica.
Las cualificaciones esenciales incluyen la certificación de gestión de calidad ISO 9001 y las normas de seguridad de productos relevantes para sus mercados objetivo (marcado CE para Europa, reconocimiento UL para Norteamérica, etc.). Para aplicaciones especializadas, pueden aplicarse certificaciones adicionales—ISO 3585 para equipos de laboratorio de vidrio borosilicato, certificaciones a prueba de explosiones para luminarias en ubicaciones peligrosas, o requisitos específicos de la industria. Implemente protocolos de inspección de entrada que incluyan verificación dimensional, inspección visual de defectos y pruebas funcionales adecuadas para su aplicación.
¿Cómo puedo garantizar la consistencia del color en grandes lotes de producción?
Los fabricantes de renombre emplean varios mecanismos de control: asignación de lotes de un solo horno para pedidos inferiores a 10.000 piezas, monitorización con espectrofotómetro en línea con ajuste automático de la química del horno, y comparación de retención de muestras para pedidos grandes de varios lotes. Especifique los requisitos de tolerancia de color en su documentación técnica, haciendo referencia a sistemas estándar (Pantone, RAL) o proporcionando muestras físicas para igualar. .
La documentación técnica completa minimiza la falta de comunicación y permite realizar presupuestos precisos. Incluya: planos dimensionales detallados (preferiblemente CAD 3D), especificaciones de materiales, requisitos de tolerancia, descripciones del acabado superficial, referencias de color, requisitos funcionales (resistencia al calor, transmisión de luz), volumen anual estimado y cualquier norma o certificación relevante requerida. Las muestras físicas de productos existentes o materiales de referencia suelen ser invaluables para comunicar las expectativas de calidad.
P: ¿Cómo puedo verificar las capacidades que afirma un fabricante antes de realizar pedidos?
Conclusión
La fabricación de pantallas de vidrio prensado a máquina representa un proceso industrial maduro que combina principios de trabajo en vidrio centenarios con automatización moderna y control de calidad. Para los profesionales de la industria de la iluminación, comprender las capacidades, limitaciones y factores determinantes de calidad de este método de fabricación permite una selección de proveedores y especificación de productos más eficaz.
Preguntas Frecuentes
Yancheng Jingxin Glassware Co., Ltd. es un fabricante de vidrio profesional establecido en 1999. Operamos nuestra propia instalación de producción de 6.000 m² que integra diseño, fabricación, control de calidad y servicios de exportación—no somos una empresa comercial.
Fabricamos una amplia gama de pantallas de lámpara de vidrio personalizadas incluyendo pantallas de lámpara de vidrio soplado, pantallas de lámpara de vidrio prensado en máquina, pantallas de lámpara de vidrio de borosilicato, pantallas de lámpara de vidrio centrífugo, etc. Nuestras capacidades cubren producción OEM y ODM para diversas aplicaciones e industrias.
Sí, ofrecemos servicios completos de personalización OEM y ODM incluyendo:
- Diseño y ingeniería de productos personalizados
- Desarrollo de moldes internos
- Impresión de logotipos y branding
- Tratamientos superficiales y acabados
- Soluciones de embalaje personalizadas
Sí, nuestro equipo de diseño puede desarrollar cristalería personalizada a partir de su concepto. Ofrecemos servicios de diseño profesionales basados en sus ideas, muestras de referencia o requisitos funcionales—no se necesitan dibujos técnicos para comenzar.
Nuestro proceso garantiza calidad antes de la producción en masa
Confirmación del diseño con el cliente
Desarrollo interno del molde en nuestras instalaciones
Producción de muestras para aprobación
Pruebas y comentarios del cliente
Producción en masa solo después de la aprobación de la muestra final
Ofrecemos embalaje personalizado integral para un envío internacional seguro:
- Materiales de embalaje interior protectores
- Cajas de cartón de grado exportación
- Cajas de colores personalizadas y embalaje minorista
- Impresión de etiquetas y branding
- Embalaje diseñado para cumplir con los estándares de envío internacional
- Inspección en cada etapa de producción
- Procedimientos científicos de control de calidad
- Inspección previa al envío de cada lote
- Cumplimiento con las normas internacionales de exportación
- Sistemas certificados de gestión de calidad
Operamos múltiples líneas de producción con trabajadores experimentados, lo que permite una producción en masa estable para pedidos de todos los tamaños. Nuestra instalación garantiza una calidad constante y una entrega puntual confiable tanto para pequeños lotes como para pedidos de gran volumen.
Los tiempos de entrega varían según la complejidad y la cantidad:
- Producción de muestra: típicamente 2-4 semanas
- Producción en masa: programada después de la aprobación de la muestra
- Los plazos exactos se proporcionan en función de los requisitos específicos del pedido
Exportamos a más de 150 países y regiones en todo el mundo, incluyendo:
- América del Norte (España, Canadá)
- Europa (Reino Unido, Alemania, Francia, etc.)
- Mercados de Asia-Pacífico
- Medio Oriente
- África
- Oceanía (Australia, Nueva Zelanda)
Mantenemos una red de distribución global integral.