
A Natureza Industrial do Abajur de Máquina Prensada
Autor: Rae Liu
Compreensão Luminária de Vidro Prensada por Máquina Fabricação para Aplicações de Iluminação Comercial
A indústria de iluminação passou por uma transformação significativa nas últimas duas décadas, no entanto, um processo de fabricação continua sendo fundamental para a produção de luminárias de vidro em alta volume e precisão: a prensagem por máquina. Para designers de iluminação, especialistas em compras e fabricantes de luminárias comerciais que buscam qualidade consistente em escala, compreender a natureza industrial da fabricação de luminárias de vidro prensadas por máquina é essencial para tomar decisões de compra informadas.
O Que É Prensagem por Máquina Fabricação de Luminárias de Vidro?
A prensagem por máquina representa o método mais eficiente para produzir luminárias de vidro uniformes em volumes médios a altos. Ao contrário das técnicas de sopro manual que dependem da habilidade individual do artesão, a fabricação por máquina utiliza sistemas automatizados ou semi-automatizados para moldar vidro fundido dentro de moldes projetados com precisão.
Consistência Dimensional: A prensagem por máquina elimina a variabilidade inerente à produção por sopro manual, garantindo que cada luminária atenda a especificações exatas. Para fabricantes de iluminação que montam luminárias em volume, essa consistência reduz problemas de ajuste e simplifica a gestão de inventário.
Eficiência de Produção: Uma única máquina de prensagem pode produzir centenas de unidades por turno, dependendo do tamanho e complexidade da luminária. Esse rendimento torna o processo economicamente viável para projetos de iluminação em grande escala, onde os custos dos componentes devem permanecer competitivos.
Repetibilidade de Design: Uma vez que um molde é projetado e validado, cada parte subsequente corresponde à intenção de design original. Essa confiabilidade se mostra particularmente valiosa para marcas de iluminação que mantêm linhas de produtos consistentes em várias produções.
O Processo Técnico: Da Matéria-Prima à Luminária de Vidro Acabada
Seleção de Matéria-Prima e Preparação de Lote
- Vidro Soda-CalO material mais amplamente utilizado devido ao seu equilíbrio favorável entre trabalhabilidade, clareza e custo. Adequado para iluminação interna geral onde uma resistência moderada ao calor é suficiente.
Vidro de BorossilicatoProjetado para aplicações que requerem resistência superior ao choque térmico. Com um coeficiente de expansão térmica linear de 3,3×10⁻⁶K⁻¹ conforme os padrões ISO 3585, o vidro borossilicato suporta diferenciais de temperatura de até 300°C sem falhas.. Isso o torna ideal para luminárias de alta temperatura, incluindo aplicações de halogênio e LED de alta potência.
Vidro OpalinoCaracterizado por uma aparência branca leitoso e difusão de luz controlada (tipicamente 30-70% de transmitância), o vidro opalino cria uma iluminação suave e sem ofuscamento, preferida em ambientes residenciais e de hospitalidade. .
Fusão e Condicionamento
Projeto e Preparação do Molde
- Padrões texturizados que se transferem para a superfície do vidro
- Recursos de montagem de precisão para a montagem da luminária
- Ângulos de desvio que facilitam a liberação limpa da peça
- Canais de ventilação permitindo a saída de ar durante a prensagem
A manutenção do molde impacta diretamente a consistência da produção. Fabricantes experientes implementam protocolos de inspeção regulares e cronogramas de reforma para prevenir desvios dimensionais ao longo das corridas de produção.
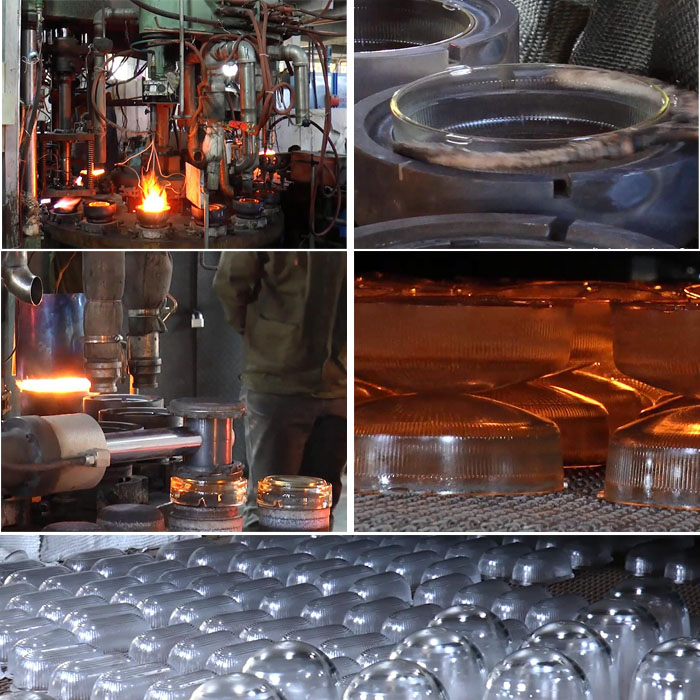
A Operação de Prensagem
Aquisição de Material: Um tubo de sopro pré-aquecido ou mecanismo automatizado de coleta extrai um gotejamento de vidro fundido precisamente medido do forno.
Transferência e Posicionamento: O gotejamento de vidro se move para a cavidade do molde, posicionado para garantir distribuição uniforme durante a prensagem.
- Formação Mecânica: Um êmbolo aplica pressão controlada, forçando o vidro fundido a se conformar ao interior do molde. A pressão, o tempo e a temperatura devem ser calibrados com precisão—muito rápido, e fraturas de estresse podem se desenvolver; muito lento, e o vidro pode esfriar prematuramente, capturando imperfeições na superfície.
- Resfriamento Inicial: Imediatamente após a formação, a peça passa por um resfriamento controlado para estabilizar sua forma antes da remoção do molde.
- Desbaste com rodas abrasivas grossas remove irregularidades maiores
- Acabamento Fino suaviza progressivamente o perfil da borda
- Polimento (onde especificado) alcança qualidade de acabamento de alto brilho
Esta etapa de acabamento contribui significativamente para os custos de produção devido à perda de material e tempo de processamento, mas continua sendo essencial para produtos de qualidade profissional.O vidro prensado bruto apresenta bordas ásperas que requerem refinamento. O desbaste de bordas remove material em excesso e cria superfícies de manuseio suaves e seguras. O processo geralmente emprega operações de desbaste sequenciais:
Tratamento e Acabamento de Bordas
- Desbaste com rodas abrasivas grossas remove irregularidades maiores
- Acabamento Fino suaviza progressivamente o perfil da borda
- Polimento (onde especificado) alcança qualidade de acabamento de alto brilho
Recocção para Estabilidade Térmica
A recocção representa talvez a etapa mais crítica na determinação da qualidade na fabricação de cúpulas de vidro. O vidro não pode esfriar naturalmente porque a contração diferencial entre a superfície e o interior cria tensões internas que levam a falhas espontâneas. Durante a recocção, as cúpulas formadas entram em um forno controlado por temperatura mantido logo abaixo do ponto de amolecimento do vidro. Ao longo de um período prolongado—potencialmente horas dependendo da espessura da parede—a temperatura diminui gradualmente, permitindo contração uniforme e alívio de tensões. O vidro devidamente recocido demonstra resistência mecânica e resistência a choques térmicos significativamente melhoradas.
Para produtos de vidro borossilicato, os parâmetros de recozimento devem levar em conta as propriedades térmicas únicas do material. A espessura da parede correlaciona-se diretamente com a resistência ao choque térmico—uma parede de borossilicato de 3mm suporta aproximadamente 175°C de diferencial, enquanto a espessura de 6mm acomoda cerca de 124°C.
Tratamento de Superfície e Decoração
Pintura por Pulverização: Tintas de vidro especializadas aplicadas via pistola de spray e curadas a 80-120°C permitem cores personalizadas e efeitos decorativos.
Eletrodeposição: Deposição metálica (cromo, níquel ou outros acabamentos) melhora a refletividade e a resistência à corrosão. O processo requer preparação de superfície minuciosa para garantir a adesão.
Revestimento a Vácuo: Técnicas de deposição de filme fino criam acabamentos espelhados, efeitos dicróicos ou filtragem seletiva de luz.
Especificações de Material e Padrões de Desempenho
Padrões de Vidro Borossilicato
O vidro borossilicato 3.3, designado pelo seu coeficiente de expansão linear de 3.3×10⁻⁶K⁻¹, está em conformidade com as especificações ISO 3585 para vidrarias de laboratório e industriais. Para aplicações de iluminação, este material oferece:
- Resistência ao choque térmico: Suporta mudanças rápidas de temperatura que fraturariam o vidro convencional de soda-lima.
- Durabilidade Química: Resiste à degradação por poluentes atmosféricos e agentes de limpeza
- Clareza Óptica: Alta transmissão de luz com mínima alteração de cor.
- Resistência Mecânica: Tensão de tração permitida de 3,5 MPa e tolerância à tensão de compressão de até 100 MPa
Especificações de Vidro Temperado
Para aplicações que exigem segurança mecânica aprimorada, o vidro temperado fisicamente fornece resistência superior a impactos. O temperamento envolve aquecer o vidro formado a aproximadamente 620°C seguido de resfriamento rápido com ar, criando tensões de compressão na superfície que fortalecem o material contra choques mecânicos.
Abajures de vidro temperado devem atender aos padrões de segurança de vidros relevantes, embora os requisitos específicos variem conforme a aplicação e a jurisdição. As especificações típicas incluem:
- Espessura mínima: 4mm para aplicações padrão, 5-10mm para ambientes de alto impacto
- Tolerância dimensional: ±1mm para aplicações de precisão
- Acabamento de borda: Perfis planos, em lápis ou chanfrados com acabamento polido ou fosco
Protocolos de Garantia de Qualidade
Serviços de Desenvolvimento de Design
Engenharia de Moldes: Design e fabricação de moldes internos, geralmente exigindo de 2 a 3 semanas para novos designs
Produção de Amostras: Amostras de pré-produção para aprovação antes do compromisso de fabricação em massa
Opções de Personalização Técnica
Escalabilidade de Produção
Quantidades Mínimas de Pedido: Geralmente de 500 a 1000 peças por design para produtos prensados a máquina, embora alguns fornecedores acomodem volumes menores para relacionamentos estabelecidos
- Prazos de Produção: 3-4 semanas padrão, com desenvolvimento de moldes adicionando 2-3 semanas para novos designs
- Alocação de Capacidade: Instalações de múltiplas linhas capazes de produção paralela para grandes pedidos ou múltiplos SKUs
- Consistência de Qualidade: Alocação de lote em forno único para pedidos abaixo de 10.000 peças; monitoramento de espectrofotômetro inline com ajuste automático de química; comparação de retenção de amostras para grandes pedidos de múltiplos lotes
Aplicações e Verticais da Indústria
Hospitalidade e Interiores Comerciais
Iluminação Industrial e à Prova de Explosão
Mercados Residenciais e Decorativos
Equipamentos Médicos e de Laboratório
Automotivo e Transporte
Considerações de Sourcing: Avaliando Fabricantes de Luminárias de Vidro
Capacidades Técnicas
- Portfólio de Equipamentos: Capacidade da máquina de prensagem, capacidades de fabricação de moldes e diversidade da linha de acabamento
- Especialização em Materiais: Experiência com composições de vidro especificadas e padrões de qualidade relevantes
- Suporte de Engenharia: Disponibilidade de assistência de design interno e consulta técnica
- Sistemas de Qualidade: Certificação ISO 9001, protocolos de inspeção documentados e capacidades de teste.
Confiabilidade da Produção
- Escala da Instalação: Capacidade adequada para os requisitos de volume projetados com capacidade de expansão
- Controle de Processo: Implementação de controle estatístico de processo e sistemas de monitoramento contínuo
- Gestão da Cadeia de Suprimentos: Estabilidade na aquisição de matérias-primas e práticas de gestão de inventário
- Desempenho de Prazo de Entrega: Desempenho histórico de entrega e planejamento de contingência
Fatores Comerciais
- Experiência em Exportação: Familiaridade com os requisitos do mercado de destino, documentação e logística
- Eficácia da Comunicação: Proficiência em inglês técnico e gestão de projetos responsiva
- Estabilidade Financeira: Indicadores de solvência e viabilidade a longo prazo
- Verificação de Referência: Depoimentos de clientes e referências de projetos ativos
Protocolos de Garantia de Qualidade
Auditoria de Fábrica: Avaliação presencial ou virtual das instalações de produção, condição dos equipamentos e práticas operacionais. A verificação por terceiros através da SGS, TÜV ou Bureau Veritas proporciona confiança adicional.
- Avaliação de Amostras: Testes abrangentes de amostras de produção, incluindo verificação dimensional, inspeção visual, medição de transmissão de luz e testes de desempenho térmico, quando aplicável.
- Revisão de Documentação: Fichas de especificação técnica, certificações de materiais, procedimentos de controle de qualidade e referências de projetos anteriores.
- Produção Piloto: Pedido inicial limitado validando a consistência da produção antes do compromisso em larga escala.
Embalagem e Logística para Abajures de Vidro
Tendências Futuras na Fabricação de Abajures de Vidro
Iniciativas de Sustentabilidade
Tratamentos de Superfície Avançados
- Revestimentos Autolimpantes: Tratamentos de superfície hidrofóbicos que reduzem os requisitos de manutenção
- Integração de Vidro Inteligente: Propriedades eletocromáticas ou termocromáticas que permitem controle dinâmico da luz
- Componentes Impressos em 3D: Fabricação híbrida combinando bases de vidro prensado com elementos estruturais impressos
Integração Digital
- Inspeção Automatizada: Sistemas de visão de máquina detectando defeitos com maior consistência do que a inspeção humana
- Monitoramento de Processos: Coleta de dados em tempo real permitindo manutenção preditiva e otimização de qualidade
- Tecnologia de Gêmeo Digital: Modelagem virtual de processos de produção para otimização antes da implementação física
R: A fabricação do molde geralmente requer de 2 a 3 semanas desde o design aprovado até o status pronto para produção. Este cronograma inclui a finalização do design, aquisição de materiais, usinagem e testes iniciais. Geometrias complexas ou texturas de superfície especializadas podem estender esse prazo. O tempo total de entrega desde o início do design até as primeiras amostras de produção geralmente varia de 4 a 6 semanas.
R: Para luminárias que geram calor significativo—lâmpadas halógenas, LEDs de alta potência ou iluminação industrial—o vidro borossilicato é fortemente recomendado. Seu coeficiente de expansão térmica de 3,3×10⁻⁶K⁻¹ oferece resistência superior ao choque térmico em comparação com o vidro de soda-lima. O borossilicato suporta diferenciais de temperatura de até 300°C e temperaturas de serviço contínuas próximas a 500°F (260°C). Para condições extremas, considere o borossilicato temperado que combina resistência térmica com maior resistência mecânica.
R: As qualificações essenciais incluem certificação de gestão de qualidade ISO 9001 e padrões de segurança de produtos relevantes para seus mercados-alvo (marcação CE para a Europa, reconhecimento UL para a América do Norte, etc.). Para aplicações especializadas, certificações adicionais podem se aplicar—ISO 3585 para equipamentos de laboratório de vidro borossilicato, certificações à prova de explosão para luminárias em locais perigosos ou requisitos específicos da indústria. Implemente protocolos de inspeção de entrada, incluindo verificação dimensional, inspeção de defeitos visuais e testes funcionais apropriados para sua aplicação.
P: Como posso garantir a consistência de cor em grandes lotes de produção?
R: Fabricantes respeitáveis empregam vários mecanismos de controle: alocação de lote em forno único para pedidos abaixo de 10.000 peças, monitoramento de espectrofotômetro inline com ajuste automático da química do forno, e comparação de retenção de amostras para grandes pedidos de múltiplos lotes. Especifique os requisitos de tolerância de cor em sua documentação técnica, referenciando sistemas padrão (Pantone, RAL) ou fornecendo amostras físicas para correspondência. .
A: Documentação técnica abrangente minimiza a má comunicação e possibilita cotações precisas. Inclua: desenhos dimensionais detalhados (CAD 3D preferido), especificações de materiais, requisitos de tolerância, descrições de acabamento de superfície, referências de cor, requisitos funcionais (resistência ao calor, transmissão de luz), volume anual estimado e quaisquer normas ou certificações relevantes exigidas. Amostras físicas de produtos existentes ou materiais de referência muitas vezes se mostram inestimáveis para comunicar expectativas de qualidade.
Q: Como posso verificar as capacidades alegadas de um fabricante antes de fazer pedidos?
Conclusão
A fabricação de cúpulas de vidro prensadas por máquina representa um processo industrial maduro que combina princípios de trabalho em vidro de séculos com automação moderna e controle de qualidade. Para profissionais da indústria de iluminação, entender as capacidades, limitações e determinantes de qualidade desse método de fabricação permite uma seleção de fornecedores e especificação de produtos mais eficazes.
Perguntas Frequentes
Yancheng Jingxin Glassware Co., Ltd. é um fabricante de vidro profissional fundado em 1999. Operamos nossa própria instalação de produção de 6.000m² que integra design, fabricação, controle de qualidade e serviços de exportação — não uma empresa comercial.
Nós fabricamos uma ampla variedade de abajur de vidro personalizado incluindo abajur de vidro soprado, abajur de vidro prensado, abajur de vidro de borossilicato, abajur de vidro centrífugo, etc. Nossas capacidades abrangem produção OEM e ODM para várias aplicações e indústrias.
Sim, fornecemos serviços completos de personalização OEM e ODM incluindo:
- Design e engenharia de produto personalizado
- Desenvolvimento de moldes interno
- Impressão de logotipo e branding
- Tratamentos de superfície e acabamentos
- Soluções de embalagem personalizadas
Sim, nossa equipe de design pode desenvolver utensílios de vidro personalizados a partir do seu conceito. Fornecemos serviços de design profissionais com base nas suas ideias, amostras de referência ou requisitos funcionais—sem necessidade de desenhos técnicos para começar.
Nosso processo garante qualidade antes da produção em massa
Confirmação do design com o cliente
Desenvolvimento interno do molde em nossa instalação
Produção de amostras para aprovação
Testes e feedback do cliente
Produção em massa somente após a aprovação da amostra final
Oferecemos embalagem personalizada completa para envio internacional seguro:
- Materiais de embalagem interna protetora
- Caixas de papelão de grau de exportação
- Caixas de cores personalizadas e embalagens para varejo
- Impressão de etiquetas e branding
- Embalagem projetada de acordo com os padrões de envio internacional
- Inspeção em todas as etapas de produção
- Procedimentos científicos de controle de qualidade
- Inspeção pré-embarque de cada lote
- Conformidade com padrões internacionais de exportação
- Sistemas de gestão de qualidade certificados
Operamos múltiplas linhas de produção com trabalhadores experientes, permitindo uma produção em massa estável para pedidos de todos os tamanhos. Nossa instalação garante qualidade consistente e entrega pontual confiável tanto para pequenos lotes quanto para pedidos de grande volume.
Os prazos variam de acordo com a complexidade e quantidade:
- Produção de amostras: geralmente de 2 a 4 semanas
- Produção em massa: agendada após aprovação da amostra
- Prazos exatos fornecidos com base nos requisitos específicos do pedido
Exportamos para mais de 150 países e regiões em todo o mundo, incluindo:
- América do Norte (Brasil, Canadá)
- Europa (Reino Unido, Alemanha, França, etc.)
- Mercados da Ásia-Pacífico
- Oriente Médio
- África
- Oceania (Austrália, Nova Zelândia)
Mantemos uma rede de distribuição global abrangente.