
La nature industrielle de l'abat-jour à machine pressée
Auteur : Rae Liu
Compréhension Abat-jour en verre pressé à la machine Fabrication pour les applications d'éclairage commercial
L'industrie de l'éclairage a connu une transformation significative au cours des deux dernières décennies, mais un procédé de fabrication reste fondamental pour la production en grande quantité et de précision d'abat-jour en verre : le pressage mécanique. Pour les concepteurs d'éclairage, les spécialistes des achats et les fabricants de luminaires commerciaux cherchant une qualité constante à grande échelle, comprendre la nature industrielle de la fabrication d'abat-jour par machine est essentiel pour prendre des décisions d'approvisionnement éclairées.
Qu'est-ce que le pressage mécanique de l'abat-jour en verre?
Le pressage mécanique représente la méthode la plus efficace pour produire des abat-jour en verre uniformes en volumes moyens à élevés. Contrairement aux techniques de soufflage manuel qui dépendent du savoir-faire artisanal individuel, la fabrication par machine de presse utilise des systèmes automatisés ou semi-automatisés pour façonner le verre fondu dans des moules conçus avec précision.
Consistance dimensionnelle: Le pressage mécanique élimine la variabilité inhérente au soufflage manuel, garantissant que chaque abat-jour respecte des spécifications exactes. Pour les fabricants d'éclairage assemblant des luminaires en volume, cette cohérence réduit les problèmes d'ajustement et simplifie la gestion des stocks.
Efficacité de production: Une seule machine de presse peut produire des centaines d'unités par poste, en fonction de la taille et de la complexité de l'abat-jour. Ce débit rend le processus économiquement viable pour de grands projets d'éclairage où le coût des composants doit rester compétitif.
Répétabilité du design: Une fois qu'un moule est conçu et validé, chaque pièce suivante correspond à l'intention de conception originale. Cette fiabilité est particulièrement précieuse pour les marques d'éclairage maintenant des gammes de produits cohérentes sur plusieurs séries de production.
Le processus technique : du matériau brut au abat-jour en verre fini
Sélection des matières premières et préparation du lot
- Verre soda-lime: Le matériau le plus largement utilisé en raison de son équilibre favorable entre maniabilité, clarté et coût. Adapté pour l’éclairage intérieur général où une résistance thermique modérée suffit.
Verre borosilicate: Conçu pour des applications nécessitant une résistance supérieure aux chocs thermiques. Avec un coefficient de dilatation thermique linéaire de 3,3×10⁻⁶K⁻¹ conforme à la norme ISO 3585, le verre borosilicate résiste à des différences de température jusqu’à 300°C sans défaillance. Cela le rend idéal pour les appareils à haute chaleur, y compris les applications halogènes et LED à haute puissance.
Verre Opale: Caractérisé par une apparence blanche laiteuse et une diffusion de la lumière contrôlée (généralement une transmittance de 30-70%), le verre opale crée une illumination douce et sans éblouissement, préférée dans les environnements résidentiels et hôteliers. .
Fusion et Conditionnement
Conception et Préparation du Moule
- Des motifs texturés qui se transfèrent à la surface du verre
- Des caractéristiques de montage de précision pour l’assemblage des luminaires
- Des angles d’échappement facilitant le décollement propre des pièces
- Des canaux de ventilation permettant à l’air de s’échapper lors du pressage
L’entretien des moules influence directement la cohérence de la production. Les fabricants expérimentés mettent en œuvre des protocoles d’inspection réguliers et des programmes de remise à neuf pour éviter toute dérive dimensionnelle au cours des séries de production.
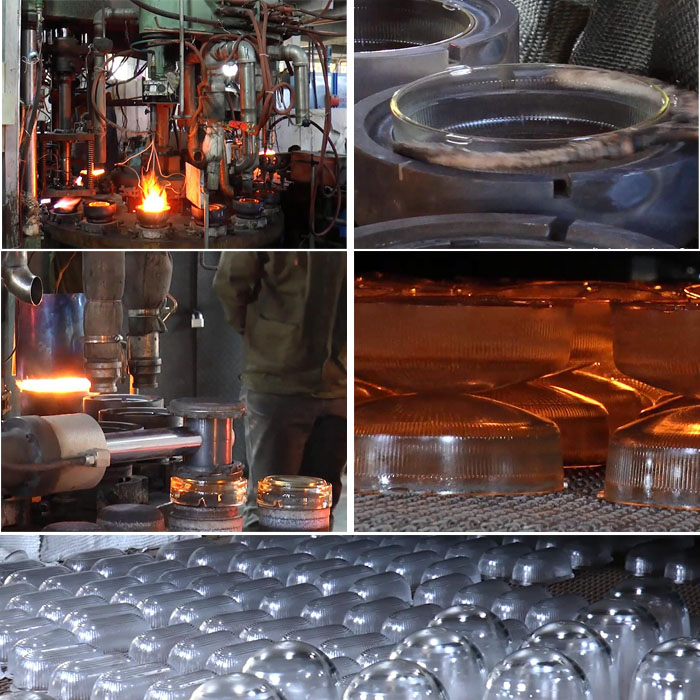
L’Opération de Pressage
Acquisition de Matériau: Un chalumeau préchauffé ou un mécanisme de collecte automatisé extrait une boule de verre fondu mesurée avec précision du four.
Transfert et Positionnement: La boule de verre se déplace dans la cavité du moule, positionnée pour assurer une distribution uniforme lors de l'appui.
- Formage Mécanique: Un piston applique une pression contrôlée, forçant le verre fondu à se conformer à l'intérieur du moule. La pression, le timing et la température doivent être calibrés avec précision — trop rapide, et des fissures de stress peuvent apparaître ; trop lent, et le verre peut refroidir prématurément, capturant des imperfections de surface.
- Refroidissement Initial: Immédiatement après le formage, la pièce subit un refroidissement contrôlé pour stabiliser sa forme avant le retrait du moule.
- Meulage grossier avec des roues abrasives grossières élimine les irrégularités majeures
- Meulage fin lisse progressivement le profil des bords
- Polissage (là où cela est spécifié) obtient une finition de haute brillance
Cette étape de finition contribue de manière significative aux coûts de production en raison de la perte de matériau et du temps de traitement, mais reste essentielle pour des produits de qualité professionnelle.Le verre brut pressé présente des bords rugueux qui nécessitent un affinage. Le meulage des bords élimine l'excès de matière et crée des surfaces de manipulation lisses et sûres. Le processus utilise généralement des opérations de meulage séquentielles :
Traitement et Finition des Bords
- Meulage grossier avec des roues abrasives grossières élimine les irrégularités majeures
- Meulage fin lisse progressivement le profil des bords
- Polissage (là où cela est spécifié) obtient une finition de haute brillance
Recuit pour la stabilité thermique
Le recuit représente peut-être l'étape la plus critique pour la qualité dans la fabrication des abat-jours en verre. Le verre ne peut pas refroidir naturellement car la contraction différentielle entre la surface et l'intérieur crée des contraintes internes qui conduisent à une défaillance spontanée. Lors du recuit, les nuances formées entrent dans un four à température contrôlée maintenu juste en dessous du point de ramollissement du verre. Sur une période prolongée—potentiellement des heures en fonction de l'épaisseur des parois—la température diminue progressivement, permettant une contraction uniforme et une détente des contraintes. Le verre correctement recuit présente une résistance mécanique nettement améliorée et une résistance aux chocs thermiques.
Pour les produits en verre borosilicate, les paramètres de recuit doivent tenir compte des propriétés thermiques uniques du matériau. L'épaisseur des parois est directement liée à la résistance aux chocs thermiques—une paroi en borosilicate de 3 mm supporte environ 175°C de différence de température, tandis que 6 mm d'épaisseur permettent environ 124°C.
Traitement de surface et décoration
Revêtement en spray: Des peintures en verre spécialisées appliquées par pulvérisation et durcies à 80-120°C permettent des couleurs personnalisées et des effets décoratifs.
Électroplacage: La déposition métallique (chrome, nickel ou autres finitions) améliore la réflectivité et la résistance à la corrosion. Le processus nécessite une préparation minutieuse de la surface pour assurer l'adhérence.
Revêtement sous vide: Les techniques de dépôt en couche mince créent des finitions miroir, des effets dichroïques ou une filtration sélective de la lumière.
Spécifications du matériau et normes de performance
Normes du verre borosilicate
Le verre borosilicate 3.3, désigné par son coefficient de dilatation linéaire de 3,3×10⁻⁶K⁻¹, conforme à la norme ISO 3585 pour la verrerie de laboratoire et industrielle. Pour les applications d'éclairage, ce matériau offre :
- Résistance au choc thermique: Résiste aux changements rapides de température qui fractureraient le verre sod-lime conventionnel
- Durabilité chimique: Résiste à la dégradation causée par les polluants atmosphériques et les agents de nettoyage
- Clarté optique: Transmission élevée de la lumière avec un décalage minimal de couleur
- Résistance mécanique: Tension de traction admissible de 3,5 MPa et tolérance à la contrainte de compression jusqu'à 100 MPa
Spécifications du verre trempé
Pour les applications nécessitant une sécurité mécanique renforcée, le verre trempé physiquement offre une résistance aux chocs supérieure. Le trempage consiste à chauffer le verre formé à environ 620°C suivi d’un refroidissement rapide à l’air, créant des contraintes de compression en surface qui renforcent le matériau contre les chocs mécaniques.
Les abat-jours en verre trempé doivent respecter les normes de sécurité du vitrage pertinentes, bien que les exigences spécifiques varient selon l’application et la juridiction. Les spécifications typiques incluent :
- Épaisseur minimale : 4 mm pour les applications standard, 5-10 mm pour les environnements à fort impact
- Tolérance dimensionnelle : ±1 mm pour les applications de précision
- Finition des bords : Profils plats, à crayon ou biseautés avec finition polie ou mate
Protocoles d’assurance qualité
Services de développement de conception
Ingénierie des moulesConception et fabrication de moules en interne, nécessitant généralement 2 à 3 semaines pour de nouvelles conceptions
Production d'échantillonsÉchantillons avant production pour approbation avant l'engagement dans la fabrication en série
Options de personnalisation technique
Scalabilité de la production
Quantités minimales de commande: Typiquement 500-1000 pièces par design pour les produits pressés à la machine, bien que certains fournisseurs acceptent des volumes plus faibles pour des relations établies
- Délais de production: 3-4 semaines standard, avec un développement de moule ajoutant 2-3 semaines pour les nouveaux designs
- Allocation de capacité: Installations multi-lignes capables de production parallèle pour les grandes commandes ou plusieurs références
- Cohérence de la qualité: Allocation par lot d'un seul four pour les commandes inférieures à 10 000 pièces ; surveillance en ligne par spectrophotomètre avec ajustement automatique de la chimie ; comparaison de rétention d’échantillons pour les grandes commandes multi-lots
Applications et secteurs industriels
Hôtellerie et aménagements commerciaux
Éclairage industriel et antidéflagrant
Marchés résidentiels et décoratifs
Équipements Médicaux et de Laboratoire
Automobile et Transports
Considérations d'Approvisionnement : Évaluation des Fabricants d’Abat-jour en Verre
Capacités Techniques
- Portefeuille d'Équipements: Capacité des presses, capacités de fabrication de moules, et diversité des lignes de finition
- Expertise Matériaux: Expérience avec les compositions de verre spécifiées et les normes de qualité pertinentes
- Support en Ingénierie: Assistance à la conception en interne et disponibilité de consultations techniques
- Systèmes de Qualité: Certification ISO 9001, protocoles d’inspection documentés, et capacités de test.
Fiabilité de la Production
- Échelle de l'Installation: Capacité adéquate pour les volumes projetés avec possibilité d’expansion
- Contrôle des Processus: Mise en œuvre du contrôle statistique des processus et systèmes de surveillance continue
- Gestion de la chaîne d'approvisionnement: Stabilité de l'approvisionnement en matières premières et pratiques de gestion des stocks
- Performance des délais de livraison: Performance historique des livraisons et planification des imprévus
Facteurs commerciaux
- Expérience à l'exportation: Connaissance des exigences du marché de destination, de la documentation et de la logistique
- Efficacité de la communication: Maîtrise de l'anglais technique et gestion de projet réactive
- Stabilité financière: Solvabilité et indicateurs de viabilité à long terme
- Vérification des références: Témoignages clients et références de projets actifs
Protocoles d’assurance qualité
Audit d'usine: Évaluation sur site ou virtuelle des installations de production, de l'état des équipements et des pratiques opérationnelles. La vérification par une tierce partie via SGS, TÜV ou Bureau Veritas apporte une confiance supplémentaire.
- Évaluation des échantillons: Tests complets des échantillons de production, y compris la vérification dimensionnelle, l'inspection visuelle, la mesure de la transmission lumineuse et les tests de performance thermique, le cas échéant.
- Examen de la documentation: Fiches techniques, certifications des matériaux, procédures de contrôle qualité et références de projets précédents.
- Production Pilote: Commande initiale limitée validant la cohérence de la production avant un engagement à grande échelle.
Emballage et Logistique pour Abat-jour en Verre
Tendances Futures dans la Fabrication d’Abat-jour en Verre
Initiatives de Durabilité
Traitements de Surface Avancés
- Revêtements autonettoyants: Traitements de surface hydrophobes réduisant les besoins en maintenance
- Intégration de verre intelligent: Propriétés électrochromiques ou thermochromiques permettant un contrôle dynamique de la lumière
- Composants imprimés en 3D: Fabrication hybride combinant des bases en verre pressé avec des éléments structuraux imprimés
Intégration numérique
- Inspection automatisée: Systèmes de vision par machine détectant les défauts avec une plus grande cohérence que l'inspection humaine
- Suivi du processus: Collecte de données en temps réel permettant la maintenance prédictive et l'optimisation de la qualité
- Technologie de jumeau numérique: Modélisation virtuelle des processus de production pour une optimisation avant la mise en œuvre physique
R : La fabrication du moule nécessite généralement 2 à 3 semaines à partir du design approuvé jusqu'à la mise en production. Ce délai inclut la finalisation du design, l'approvisionnement en matériaux, l'usinage et les tests initiaux. Les géométries complexes ou les textures de surface spécialisées peuvent prolonger ce délai. Le délai total, du début du design à la première production d'échantillons, est généralement de 4 à 6 semaines.
Pour les fixations générant une chaleur importante — lampes halogènes, LED à haute puissance ou éclairage industriel — il est fortement recommandé d'utiliser du verre borosilicate. Son coefficient de dilatation thermique de 3,3×10⁻⁶K⁻¹ offre une résistance supérieure aux chocs thermiques par rapport au verre sodocalcique. Le borosilicate supporte des différences de température jusqu'à 300°C et des températures de service continues proches de 500°F (260°C). For extreme conditions, consider tempered borosilicate combining thermal resistance with enhanced mechanical strength.
A: Essential qualifications include ISO 9001 quality management certification and relevant product safety standards for your target markets (CE marking for Europe, UL recognition for North America, etc.). For specialized applications, additional certifications may apply—ISO 3585 for borosilicate glass laboratory equipment, explosion-proof certifications for hazardous location fixtures, or industry-specific requirements. Implement incoming inspection protocols including dimensional verification, visual defect inspection, and functional testing appropriate to your application.
Q: How do I ensure color consistency across large production runs?
Les fabricants réputés utilisent plusieurs mécanismes de contrôle : allocation par lot unique de four pour les commandes inférieures à 10 000 pièces, surveillance en ligne par spectrophotomètre avec ajustement automatique de la chimie du four, et comparaison de rétention d’échantillons pour les commandes importantes multi-lots. Spécifiez les exigences de tolérance de couleur dans votre documentation technique, en référant aux systèmes standards (Pantone, RAL) ou en fournissant des échantillons physiques pour correspondance. .
A: Comprehensive technical documentation minimizes miscommunication and enables accurate quoting. Include: detailed dimensional drawings (3D CAD preferred), material specifications, tolerance requirements, surface finish descriptions, color references, functional requirements (heat resistance, light transmission), estimated annual volume, and any relevant standards or certifications required. Physical samples of existing products or reference materials often prove invaluable for communicating quality expectations.
Comment puis-je vérifier les capacités revendiquées d'un fabricant avant de passer commande ?
Conclusion
La fabrication d'abat-jour en verre pressé par machine représente un procédé industriel mature combinant des principes de travail du verre ancestraux avec une automatisation moderne et un contrôle qualité. Pour les professionnels de l'industrie de l'éclairage, comprendre les capacités, les limites et les facteurs de qualité de cette méthode de fabrication permet de choisir plus efficacement les fournisseurs et de spécifier les produits.
Questions fréquentes
Yancheng Jingxin Glassware Co., Ltd. est un fabricant de verre professionnel établi en 1999. Nous exploitons notre propre installation de production de 6 000 m² qui intègre la conception, la fabrication, le contrôle qualité et les services d'exportation — pas une société commerciale.
Nous fabriquons une large gamme de Abat-jour en verre personnalisé y compris abat-jour en verre soufflé, abat-jour en verre pressé mécanique, abat-jour en verre borosilicate, abat-jour en verre centrifugé, etc. Nos capacités couvrent la production OEM et ODM pour diverses applications et industries.
Oui, nous offrons des services complets de personnalisation OEM et ODM y compris :
- Conception et ingénierie de produits sur mesure
- Développement de moules en interne
- Impression de logo et image de marque
- Traitements et finitions de surface
- Solutions d'emballage personnalisées
Oui, notre équipe de conception peut développer des verreries sur mesure à partir de votre concept. Nous proposons des services de conception professionnels basés sur vos idées, échantillons de référence ou exigences fonctionnelles — aucun dessin technique n'est nécessaire pour commencer.
Notre processus garantit la qualité avant la production en série
Confirmation du design avec le client
Développement du moule en interne dans notre atelier
Production d'échantillons pour approbation
Tests et retours du client
Production en série uniquement après l'approbation du dernier échantillon
Nous proposons un emballage personnalisé complet pour un transport international sécurisé:
- Matériaux d'emballage intérieur protecteurs
- Cartons en carton de qualité export
- Boîtes personnalisées colorées et emballages de vente au détail
- Impression d'étiquettes et personnalisation de la marque
- Emballage conçu selon les normes internationales d'expédition
- Inspection à chaque étape de production
- Procédures de contrôle de la qualité scientifiques
- Inspection avant expédition de chaque lot
- Conformité aux normes d'exportation internationales
- Systèmes de gestion de la qualité certifiés
Nous exploitons plusieurs lignes de production avec des ouvriers expérimentés, permettant une production de masse stable pour des commandes de toutes tailles. Notre installation garantit une qualité constante et une livraison fiable à temps pour les petites séries comme pour les commandes en volume élevé.
Les délais varient selon la complexité et la quantité :
- Production d'échantillons : généralement 2-4 semaines
- Production en série : programmée après l'approbation de l'échantillon
- Les délais précis sont fournis en fonction des exigences spécifiques de la commande
Nous exportons vers plus de 150 pays et régions dans le monde, y compris :
- Amérique du Nord (France, Canada)
- Europe (Royaume-Uni, Allemagne, France, etc.)
- marchés Asie-Pacifique
- Moyen-Orient
- Afrique
- Océanie (Australie, Nouvelle-Zélande)
Nous maintenons un réseau de distribution mondial complet.