
الدليل الشامل لصناعة مصابيح الزجاج
تعمق تقني في إنتاج الزجاج المنفوخ يدويًا مقابل الزجاج المضغوط، والقدرات المخصصة، والتميز في الجودة
المقدمة: التعقيد الخفي وراء كل ضوء مثالي
عندما تمسك ب غطاء مصباح زجاجي مخصص في يديك، أنت لا تحمل مجرد ملحق إضاءة—أنت تحمل ثمرة قرون من تقاليد صناعة الزجاج المدمجة مع الهندسة الحديثة الدقيقة. كـ الشركة المصنعة لظلال المصابيح الزجاجية نعمل عند تقاطع الحرفية اليدوية والإنتاج على نطاق صناعي، وقد قضينا أكثر من عقدين في تحسين التوازن بين الجمال الجمالي والأداء الفني.
تسحب هذه المقالة الستار عن ما يحدث فعليًا داخل بيئة احترافية. مصنع ظلال المصابيح. سواء كنت مصمم إضاءة تبحث مصابيح زجاجية مزدوجة الجدران من البورسليكات مخصصة, إذا كنت مصنعًا للإضاءة يقوم بتقييم الموردين، أو محترفًا في الشراء يقوم بتقييم معايير الجودة، ستكتشف الفروق الحاسمة التي تميز بين المصابيح الزجاجية الاستثنائية ومنتجات السلع.
سنقوم بفحص كل مرحلة من مراحل عملية تصنيع أغطية المصابيح الزجاجية, ، قدم مقارنات فنية حاسمة بين أباجورات زجاجية مصنوعة يدويًا مقابل أباجورات زجاجية مضغوطة, وشارك حالات عملاء حقيقية تظهر كيف تؤثر منهجية التصنيع بشكل مباشر على نجاح مشروعك.
الفصل 1: الأساس - علم المواد في تصنيع ظلال المصابيح الزجاجية
لماذا يهيمن زجاج البورسليكات على الإضاءة الاحترافية
قبل أن يلمس أي زجاج أنبوب النفخ أو القالب، تحدد اختيار المواد أداء المنتج النهائي 70%. محترف مصنعي ظلال المصابيح الزجاجية حدد المواد بناءً على المتطلبات الحرارية والبصرية والميكانيكية - وليس فقط التكلفة.
زجاج بوروسيليكات 3.3 لقد أصبحت المعيار الذهبي لتطبيقات الإضاءة الفاخرة. تركيبتها - حوالي 81% ثاني أكسيد السيليكون، 13% أكسيد البورون، 4% أكسيد الصوديوم/البوتاسيوم، و2% أكسيد الألمنيوم - تخلق هيكل شبكة ثلاثي الأبعاد يختلف جوهريًا عن زجاج الصودا والجير التقليدي.
دراسة حالة: فشل حراري في سلسلة فنادق
في عام 2019، اقترب منا مجموعة فنادق بوتيك في جنوب شرق آسيا بعد أن واجهت فشلًا كارثيًا مع ظلال الزجاج من الصودا والجير في ممتلكاتها على الشاطئ. كانت مواصفاتهم الأصلية الشركة المصنعة لظلال المصابيح الزجاجية قد حددت الزجاج العادي لتوفير التكاليف. خلال ستة أشهر، تطورت 23% من الظلال إلى تشققات حرارية نتيجة لدورات تكييف الهواء (الداخلية 18 درجة مئوية مقابل الخارجية 35 درجة مئوية بالإضافة إلى 60 واط من الحرارة الهالوجينية).
قام فريق الهندسة لدينا بإجراء محاكاة حرارية وأوصى بـ مصابيح زجاجية مزدوجة الجدران من البورسليكات مخصصة. أنشأت البنية المزدوجة جدارًا حراريًا يقلل من درجة حرارة السطح الخارجي من 89 درجة مئوية إلى 41 درجة مئوية، بينما ألغى معامل التمدد المنخفض للزجاج البورسليكات فشل الصدمة الحرارية. بعد خمس سنوات، لم تتطلب أي استبدالات مقابل 340+ مع المواصفات الأصلية.
الفصل 2: تصنيع ظلال المصابيح الزجاجية المنفوخة يدويًا - طريقة الحرفي
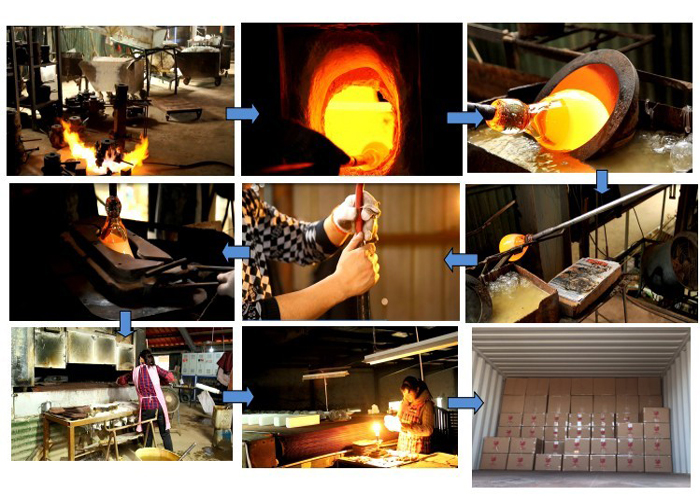
عملية الدقة ذات المراحل السبع
تصنيع ظلال المصابيح الزجاجية المنفوخة يدويًا يمثل قمة حرفة الزجاج، ويتطلب 8-15 عامًا لإتقانها. على عكس المفاهيم الرومانسية للفن العفوي، تتبع الإنتاج المهني بروتوكولات علمية صارمة.
المرحلة 1: إعداد الدفعة والشحن (00:30-01:00 لكل دفعة)
تستقبل مصنعنا أنابيب زجاج البورسليكات من الموردين المعتمدين (بشكل أساسي SCHOTT ألمانيا وبعض الشركات المصنعة الصينية المختارة التي تفي بمعيار ASTM E438). تخضع كل دفعة لفحص الواردات لـ:
- تحمل الأبعاد: القطر الخارجي ±0.2 مم، سمك الجدار ±0.1 مم
- التوتر الثنائي: <20 نانومتر/سم (اختبار البولاريسكوب)
- عدد البذور: <0.5 بذور/كجم (فحص مجهري)
- التركيب الكيميائي: تحقق XRF مقابل شهادة التحليل
يتم قطع الأنابيب إلى أطوال محسوبة باستخدام قواطع بعجلات الماس مع تحديد CNC، مما يضمن تحقيق أقصى عائد من المواد وثبات الكتلة الحرارية لعملية النفخ.
المرحلة 2: التسخين والتجميع (02:00-04:00 لكل قطعة)
الـ الشركة المصنعة لظلال المصابيح الزجاجية‘يضع الحرفي قسم الأنبوب في فرن غاز-أكسجين يعمل عند 1,150-1,200 درجة مئوية. تشمل المعايير الحرجة:
- توحيد درجة الحرارة: ±5 درجات مئوية عبر منطقة التسخين (مراقب بواسطة ثيرموكوبل)
- زمن النقع: محسوب بدقة بناءً على كتلة الزجاج وسمك الجدار
- سرعة الدوران: 15-30 دورة في الدقيقة لتوزيع الحرارة بشكل متساوٍ
ينتقل الزجاج من الحالة الصلبة الصلبة إلى السائلة اللزجة (لزوجة ~10⁴ دبا·ث)، مما يسمح بالتلاعب. هذه “نطاق العمل” ضيق - حوالي 150 درجة مئوية - مما يتطلب توقيتًا خبيرًا.
المرحلة 3: النفخ والتشكيل (03:00-08:00 لكل قطعة)
هنا حيث مصابيح الزجاج المنفوخ يدوياً مقابل المصابيح الزجاجية المضغوطة يصبح التمايز دراماتيكيًا. يربط الحرفي الزجاج المسخن بأنبوب النفخ ويقدم الهواء المضغوط (0.2-0.4 ميغاباسكال) بينما يتلاعب بالشكل باستخدام أدوات تقليدية:
- الكتلة: أداة من خشب الكرز الرطب للتشكيل الأولي
- الجك: أداة ذات شفرات لتعريف العنق وتحضير الخيط
- المجذاف: أداة كربونية مسطحة لتسوية القاع
- التاجليول: مقصات لتقليم الزجاج الزائد
الدقة الفنية في النفخ اليدوي:
لـ غطاء مصباح زجاجي مخصص بقطر 180 مم × ارتفاع 150 مم، يجب على الحرفي تحقيق:
- تفاوت سمك الجدار: <±0.5 مم (مقاس بواسطة جهاز قياس بالموجات فوق الصوتية)
- انحراف التماثل: <1.5 مم من المحور المركزي (فحص محاذاة بالليزر)
- معدل عيوب السطح: <2% (فحص بصري تحت 500 لوكس)
هذه التسامحات ملحوظة نظرًا للطبيعة اليدوية للعملية، مما يوضح لماذا يتمتع المحترفون مصنعي ظلال المصابيح الزجاجية بموقع متميز.
المرحلة 4: تشكيل الخيوط (01:30-03:00 لكل قطعة)
الـ خيط زجاجي G9 يتطلب تقنية متخصصة. بينما يبقى جسم الظل متصلًا بأنبوب النفخ، يتم إعادة تسخين منطقة العنق وتشكيلها باستخدام أدوات جرافيت دقيقة مصنوعة وفقًا لمواصفات ISO 965-1 الفئة 6H.
يحقق حرفيونا الرئيسيون تسامحات الخيوط:
- القطر الرئيسي: +0/-0.12 مم
- قطر الخطوة: +0/-0.09 مم
- القطر الثانوي: +0.18/-0 مم
تضمن هذه الدقة تكاملًا سلسًا مع حوامل المصابيح المعدنية - وهو أمر حاسم لمصنعي الإضاءة الذين يحتاجون إلى تجميع موثوق.
المرحلة 5: التلدين (محدد جودة حرج)
على الفور بعد التشكيل، يدخل كل ظل مصباح زجاجي منفخ يدويًا إلى فرن التلدين - وهو فرن يتم التحكم في درجة حرارته بدقة حيث يحدث القضاء على التوتر على مدى 48-72 ساعة.
علم التلدين:
الزجاج الذي تم تشكيله فوق نقطة الإجهاد (510 درجة مئوية للبوروسيليكات) يحتوي على توترات مجمدة نتيجة التبريد السريع. بدون تلدين مناسب، تتسبب هذه التوترات في حدوث تشققات عفوية أثناء الخدمة - وهو أمر خطير بشكل خاص في تطبيقات الإضاءة التي تتعرض لدورات حرارية.
تتبع منحنى التلدين لدينا هذا البروتوكول:
- الاحتفاظ عند نقطة التلدين (560 درجة مئوية): 30 دقيقة للاسترخاء من التوتر
- التبريد المنضبط: 2-5 درجة مئوية/ساعة عبر نطاق الإجهاد (560-490 درجة مئوية)
- تبريد أسرع: 20 درجة مئوية/ساعة حتى درجة حرارة الغرفة
تستثمر هذه الـ 72 ساعة - مقابل 4-6 ساعات للإنتاج التجاري - تفسر لماذا يحقق الموردون المحترفون غطاء مصباح زجاجي مخصص <0.1% معدلات فشل في الميدان.
المرحلة 6: العمل البارد والتشطيب (01:00-02:00 لكل قطعة)
بعد التلدين، تخضع الظلال لإنهاء دقيق:
- تلميع النار: تنعيم الحواف المقطوعة بالنار (يزيل الشقوق الدقيقة)
- الطحن: تحسين الخيوط باستخدام عجلات الماس
- الغسيل: تنظيف بالماء منزوع الأيونات بالموجات فوق الصوتية (يزيل الجسيمات)
- الطلاء: تعدين الفراغ الاختياري أو النقش الحمضي
المرحلة 7: التحقق من الجودة (00:30-01:00 لكل قطعة)
كل ظل مصباح زجاجي منفخ يدويًا تخضع لفحص 100%:
- الأبعاد: أخذ عينات باستخدام آلة قياس الإحداثيات (CMM)
- البصري: التحقق من نفاذية الطيف الضوئي
- الميكانيكي: اختبار العزم (≥1.5N·m لملفات G9)
- الحراري: اختبار الصدمة الحرارية العشوائي (-20°C إلى +150°C)
الفصل 3: تصنيع مصابيح زجاجية مضغوطة—الكفاءة الصناعية
عندما يكون الميكنة منطقية
تصنيع غطاء المصباح الزجاجي المضغوط تخدم احتياجات السوق المختلفة. فهم قدراتها وقيودها يساعد محترفي الإضاءة على اتخاذ قرارات مستنيرة في التوريد.
عملية الضغط
- صهر الزجاج: المواد الدفعة تُصهر في فرن خزان مستمر (1,400-1,500°C)
- تشكيل الجوب: أجزاء زجاجية دقيقة مقطوعة إلى قوالب
- الضغط: شكل المكبس الميكانيكي تحت ضغط 5-20 ميجا باسكال
- التخمير: معالجة عبر السير الناقل (أسرع من الزجاج المنفوخ يدويًا بسبب السماكة الموحدة)
- الأتمتة: التعامل الروبوتي للإنتاج عالي الحجم
مزايا الزجاج المضغوط:
- تكلفة الوحدة: 40-60% أقل من الزجاج المنفوخ يدويًا عند الحجم (>5,000 قطعة)
- اتساق الأبعاد: ±0.3 مم نموذجي (أفضل من الزجاج المنفوخ يدويًا للأشكال البسيطة)
- سرعة الإنتاج: 10-30 قطعة في الدقيقة مقابل 4-8 قطع في الساعة من الزجاج المنفوخ يدويًا
- ميزات داخلية معقدة: تفاصيل مصبوبة يصعب تحقيقها يدويًا
قيود الزجاج المضغوط:
- قيود الشكل: محدود بأشكال إطلاق القوالب (لا توجد زوايا سلبية، أو انحدارات سلبية)
- الحد الأدنى لسمك الجدار: عادةً 2.5-3 مم (مقابل 1.5 مم يمكن تحقيقه بالزجاج المنفوخ يدويًا)
- الجودة البصرية: علامات القالب وخطوط التبريد مرئية؛ وضوح inferior
- الأداء الحراري: تركيب الصودا والجير شائع (مدفوع بالتكلفة)؛ ضغط البورسليكات نادر بسبب تكلفة المواد وعمر القالب الأقصر
- التخصيص: تكلفة القالب الجديد $5,000-15,000 مقابل $500-2,000 لتطوير نمط النفخ اليدوي
الفصل 4: مقارنة نهائية - مصباح زجاجي منفخ يدوي مقابل مصباح زجاجي مضغوط
مصفوفة القرار الفني للمهنيين في الإضاءة
حالة العميل: قرار ويست إلم
عندما طورت فريق الإضاءة في ويست إلم مجموعتهم “مجموعة الحرفيين” في عام 2021، واجهوا مصابيح الزجاج المنفوخ يدوياً مقابل المصابيح الزجاجية المضغوطة قرارًا لخط معلق يستهدف نقاط سعر التجزئة $180-240.
النهج الأولي: زجاج مضغوط في الصين بتكلفة $4.50/وحدة.
تقييم النموذج الأولي:
- تشوه بصري خلق “نقاط ساخنة” غير متسقة مع جمالية الإضاءة الناعمة للعلامة التجارية
- خط فصل القالب مرئي حتى بعد تلميع النار
- حد أدنى 3,000 قطعة لكل SKU خطر مخزون مقفل
الحل المقترح لدينا: بورسليكات منفخ يدوي مع كفاءات إنتاج.
التنفيذ:
- تطوير فريق حرفي مكون من 6 أشخاص مخصص لنماذج ويست إلم
- توحيد 4 أشكال أساسية مع 12 تنوعًا في السطح (لون/تشطيب)
- تحقيق $11.20/وحدة عند 2000 قطعة كحد أدنى للطلب من خلال تحسين العمليات
- عينة لمدة 14 يومًا مقابل بديل مضغوط لمدة 45 يومًا
النتيجة: حققت المجموعة هامش ربح إجمالي قدره 34% (مقابل 28% توقع مضغوط) بسبب التموقع المتميز وتقليل التخفيضات. أشاد العملاء بشكل خاص بـ “جودة الزجاج الجميلة” و“الطابع الحرفي” - وهي ميزات مستحيلة مع البدائل المضغوطة.
الفصل 5: قدرات مصابيح الزجاج المخصصة - ما وراء الإنتاج القياسي
هندسة مكونات الإضاءة المصممة حسب الطلب
صحيح غطاء مصباح زجاجي مخصص يتطلب التصنيع قدرات تمتد بعيدًا عن اختيارات الكتالوج. يتخصص فريق الهندسة في مصنعنا في تحويل رؤى مصممي الإضاءة إلى منتجات قابلة للتصنيع ومعتمدة.
أبعاد التخصيص
1. التعقيد الهندسي
دراسة حالة: المصباح المعلق “مذنب”
صمم مصمم إضاءة مقيم في نيويورك مصباح مزدوج الجدار من زجاج البورسليكات المخصص يشبه مذنبًا محاصرًا - نسيج سطح غير منتظم، شكل غير متماثل، تدرج داخلي كهرماني، وقاعدة سيراميك G9 مدمجة.
التحديات الهندسية:
- نسيج السطح: تم تطوير قالب مخصص مع عدم انتظامات مشغلة بواسطة CNC لنقل جزئي للنمط أثناء النفخ
- لون التدرج: تقنية الزجاج الطبقي مع تبخير داخلي من الذهب
- دمج القاعدة: مطابقة التمدد الحراري بين البورسليكات والسيراميك (تم اختيار سيراميك Al₂O₃ للتوافق 7.2×10⁻⁶/K)
- سلامة الهيكل: أكدت تحليل FEA الحد الأدنى من سمك الجدار 3 مم عند تركيزات الإجهاد
جدول تطوير المنتج:
- الأسبوع 1: نموذج أولي مطبوع بتقنية 3D للتحقق من الشكل
- الأسبوع 2-3: تجارب نفخ الزجاج (12 تكرارًا)
- الأسبوع 4: اختبار السلامة الكهربائية (UL 1598 أولي)
- الأسبوع 5: الموافقة على عينة الإنتاج
الإنتاج: 180 وحدة عبر 6 أشكال فريدة (30 لكل منها)، سيتم تسليمها في 8 أسابيع. سعر التجزئة $680، محققًا هامش إجمالي قدره 62% للعلامة التجارية.
خيارات هندسة السطح
الفصل 6: أنظمة الجودة في تصنيع ظلال المصابيح الاحترافية
من ورشة الحرفيين إلى الشهادة العالمية
محترف الشركة المصنعة لظلال المصابيح الزجاجية يجب أن يجسر الفجوة بين تقاليد الحرف اليدوية ومعايير الجودة الصناعية. نظام الإدارة المتكامل لدينا يظهر هذا التوازن.
هيكل جودة ثلاثي المستويات
المستوى 1: الفحص الذاتي للحرفيين
- التحقق من الأبعاد في الوقت الحقيقي باستخدام أدوات القياس الذاتي
- تحديد العيوب البصرية (البذور، الحجارة، الفحوصات)
- سلطة إعادة العمل أو الرفض الفوري
المستوى 2: مراقبة جودة العمليات
- قياس سمك الجدار بالليزر في الخط (100%)
- التحقق من منحنى التلدين (تسجيل بيانات الثيرموكوبل)
- فحص أدوات القياس الخيطية (أداة قياس G9، GO/NO-GO)
المستوى 3: ضمان الجودة النهائي
- أخذ عينات الأبعاد باستخدام CMM (AQL 1.0)
- التحقق من النفاذية الضوئية (مقياس الطيف)
- اختبار الصدمة الحرارية (دفعة 10%)
- تحقق عزم الدوران (العينة الإحصائية)
دراسة حالة: الامتثال لماريوت الدولية
عند تعييننا كـ غطاء مصباح زجاجي مخصص مورد لتجديدات ماريوت الفاخرة (2022-2024)، خضعنا لتدقيق شامل لسلسلة التوريد:
نتائج التدقيق:
- الجودة: صفر مخالفات
- الاجتماعية: فجوات وثائقية طفيفة (تم تصحيحها خلال 48 ساعة)
- البيئية: برنامج إعادة تدوير زجاج نموذجي (معدل استرداد 95%)
المتطلبات المستمرة:
- تفتيشات طرف ثالث ربع سنوية
- شهادة دفعة مع تتبع كامل
- احتفاظ بالسجلات لمدة 10 سنوات للمسؤولية
النتيجة: موافق عليه للنشر العالمي عبر أكثر من 340 عقار، بقيمة عقد سنوي تبلغ $2.3M.
الفصل 7: مستقبل تصنيع ظلال المصابيح الزجاجية
الابتكار في التقليد
كشركة تتطلع إلى المستقبل، الشركة المصنعة لظلال المصابيح الزجاجية, نستثمر في تقنيات تعزز - بدلاً من استبدال - الحرفية اليدوية.
الدمج الرقمي:
- التصوير ثلاثي الأبعاد: كل عينة رئيسية تم رقمنتها لضمان اتساق الإنتاج العالمي
- تصور الواقع المعزز: يستعرض العملاء التصاميم المخصصة في بيئاتهم قبل الإنتاج
- تسخين IoT: مراقبة الفرن في الوقت الحقيقي مع الصيانة التنبؤية
تقدم المواد:
- مركب بوروسيليكات-نانو: مقاومة تأثير محسّنة للتطبيقات الحرجة للنقل
- تصفية الضوء الانتقائية: قطع UV/IR مدمج دون تدهور الطلاء
ريادة الاستدامة:
- تجارب الصهر الكهربائي: تقليل الاعتماد على الغاز الطبيعي (هدف تقليل الكربون 60% بحلول 2030)
- مياه مغلقة: معالجة صفر تصريف سائل
- الطوب الحراري المستند إلى المواد الحيوية: القضاء على المواد المحتوية على الكروم
الخلاصة: اختيار شريك تصنيع مصباح الزجاج الخاص بك
الفرق بين الزجاج السلعي ومكونات الإضاءة الاستثنائية يكمن في التفاصيل التي تم استكشافها طوال هذا المقال — من دقة منحنى التلدين إلى استثمار تدريب الحرفيين، ومن انضباط مواصفات المواد إلى قدرة الهندسة على التخصيص.
عند تقييم الشركة المصنعة لظلال المصابيح الزجاجية, اطلب أدلة على:
- العمق الفني: هل يمكنهم شرح البوروسيلكات مقابل صودا-لايم على المستوى الجزيئي؟
- البنية التحتية للجودة: نظام مراقبة الجودة ثلاثي المستويات مع السيطرة الإحصائية على العمليات؟
- مرونة التخصيص: النمذجة السريعة بدون NRE مكلف جدًا؟
- تحديث الشهادات: التدقيقات الحالية، وليس الشهادات منتهية الصلاحية؟
- خبرة التطبيق: فهم التكامل الحراري والبصري والميكانيكي؟
داخل مصنعنا، هذه ليست ادعاءات تسويقية — إنها واقع العمليات اليومي. سواء كنت بحاجة إلى مصابيح زجاجية يدوية النفخ لمشاريع الضيافة البوتيكية أو مصممة مصابيح زجاجية مزدوجة الجدران من البورسليكات مخصصة لتطبيقات الإضاءة التقنية، يجب أن تخدم منهجية التصنيع نية تصميمك ومتطلبات الأداء.
ندعو المتخصصين في الإضاءة لتجربة الفرق بأنفسهم. احجز جولة افتراضية في المصنع، أو اطلب عينات تقنية، أو ابدأ استشارة تصميم. الضوء المثالي يستحق التميز في التصنيع ولا أقل من ذلك.
الملحق الفني: مرجع سريع للمواصفات
خصائص زجاج البوروسيليكات القياسي (ما يعادل SCHOTT DURAN®)
- الكثافة: 2.23 جم/سم³
- معامل يونغ: 64 جيجا باسكال
- نسبة بواسون: 0.20
- معامل الانكسار (nD): 1.474
- رقم آبي: 65
- صلابة كنوب: 480
مواصفات سن اللولب G9 (IEC 60061-1)
- تعيين السن: G9
- المسافة بين الأسنان: 1.0 مم
- فئة السماحية: 6H (داخلي)
- عزم الدوران الأدنى: 1.5 نيوتن·متر
- عزم الدوران الأقصى: 3.0 نيوتن·متر (حماية من زيادة العزم)
تفاوتات نمطية لمظلات المصابيح الزجاجية المخصصة
- الأبعاد: ±1.0 مم (منفوخ يدويًا)، ±0.5 مم (مضغوط)
- سُمك الجدار: ±0.5 مم (منفوخ يدويًا)، ±0.3 مم (مضغوط)
- الوزن: ±5٪
- اللون: ΔE<1.5 (مقارنة بالمعيار الرئيسي)
هل أنت مستعد لتحديد مشروعك القادم لتصميم غطاء مصباح زجاجي مخصص؟ تواصل مع فريق الهندسة لدينا لاستشارة حول التصميم للتصنيع أو اطلب عينات لتقييم جودة التصنيع لدينا بنفسك.