
Le guide complet de la fabrication d’abat-jour en verre
Une analyse technique approfondie du soufflage à la main vs. la production de verre pressé, des capacités sur mesure et de l’excellence de la qualité
Introduction : La complexité cachée derrière chaque lumière parfaite
Lorsque vous tenez un l'ingénierie d'abat-jours en verre personnalisé dans vos mains, vous ne tenez pas simplement un accessoire d’éclairage — vous tenez l’aboutissement de siècles de tradition verrière fusionnée avec l’ingénierie moderne de précision. En tant que d'abat-jours en verre opérant à l’intersection de l’artisanat et de la production industrielle à grande échelle, nous avons passé plus de deux décennies à perfectionner l’équilibre entre beauté esthétique et performance technique.
Cet article lève le voile sur ce qui se passe réellement à l’intérieur d’une usine professionnelle de abat-jour en verre. Que vous soyez un concepteur d’éclairage à la recherche de des abat-jours en verre double paroi en borosilicate personnalisé, un fabricant de luminaires évaluant des fournisseurs, ou un professionnel des achats évaluant les normes de qualité, vous découvrirez les différences essentielles qui distinguent les abat-jour en verre d’exception des produits de commodité.
Nous examinerons chaque étape de la Process de fabrication d'abat-jour en verre, fournirons des comparaisons techniques définitives entre abat-jour en verre soufflé à la main vs pressé, et partagerons des cas clients concrets qui démontrent comment la méthodologie de fabrication impacte directement le succès de votre projet.
Chapitre 1 : Les fondations — La science des matériaux dans la fabrication d’abat-jour en verre
Pourquoi le verre borosilicaté domine l’éclairage professionnel
Avant que le verre ne touche un chalumeau ou un moule, le choix des matériaux détermine 70% de la performance finale du produit. Les professionnels fabricants d’abat-jour en verre spécifient les matériaux selon des exigences thermiques, optiques et mécaniques — et non seulement selon le coût.
Le verre borosilicaté 3.3 est devenu la référence pour les applications d’éclairage haut de gamme. Sa composition — environ 81% de dioxyde de silicium, 13% d’oxyde de bore, 4% d’oxyde de sodium/potassium et 2% d’oxyde d’aluminium — crée une structure en réseau tridimensionnelle fondamentalement différente du verre sodocalcique conventionnel.
Étude de cas : Défaillance thermique dans une chaîne hôtelière
En 2019, un groupe hôtelier de charme d’Asie du Sud-Est nous a contactés après avoir subi une défaillance catastrophique des abat-jour en verre sodocalcique dans leurs établissements en bord de mer. Leur cahier des charges initial d'abat-jours en verre avait spécifié du verre standard pour réaliser des économies. En six mois, 23 % des abat-jour ont présenté des fissures thermiques dues aux cycles de climatisation (intérieur à 18°C contre extérieur à 35°C plus la chaleur de lampes halogènes de 60W).
Notre équipe d’ingénierie a réalisé une simulation thermique et a recommandé des abat-jours en verre double paroi en borosilicate personnalisé. La construction à double paroi a créé un tampon thermique réduisant la température de surface extérieure de 89°C à 41°C, tandis que le faible coefficient de dilatation du borosilicate a éliminé les défaillances par choc thermique. Cinq ans plus tard, aucun remplacement requis contre plus de 340 avec la spécification initiale.
Chapitre 2 : Fabrication artisanale d’abat-jour en verre soufflé — La méthode de l’artisan
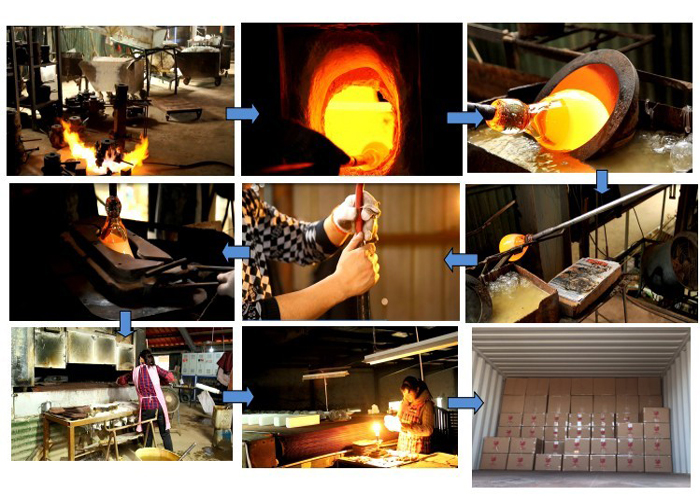
Le processus de précision en sept étapes
La fabrication artisanale d’abat-jour en verre soufflé représente le sommet de l’art verrier, nécessitant 8 à 15 ans de maîtrise. Contrairement à l’idée romantique d’une création spontanée, la production professionnelle suit des protocoles scientifiques rigoureux.
Étape 1 : Préparation du mélange et chargement (00:30-01:00 par lot)
Notre usine reçoit des tubes en verre borosilicaté de fournisseurs certifiés (principalement SCHOTT Allemagne et certains fabricants chinois répondant à la norme ASTM E438). Chaque lot subit un contrôle à la réception pour :
- Tolérance dimensionnelle : Diamètre extérieur ±0,2 mm, épaisseur de paroi ±0,1 mm
- Biréfringence de contrainte : <20 nm/cm (test au polariseur)
- Nombre de bulles : <0,5 bulles/kg (examen microscopique)
- Composition chimique : Vérification XRF par rapport au certificat d’analyse
Les tubes sont découpés à des longueurs calculées à l’aide de coupeuses à roue diamantée avec positionnement CNC, garantissant un rendement optimal de matière et une constance de la masse thermique pour le soufflage.
Étape 2 : Chauffage et ramassage (02:00-04:00 par pièce)
Le d'abat-jours en verre‘L’artisan place la section de tube dans un four à gaz-oxygène fonctionnant à 1 150-1 200°C. Les paramètres critiques incluent :
- Uniformité de la température : ±5°C sur la zone de chauffe (contrôlée par thermocouple)
- Temps de maintien : Calculé précisément en fonction de la masse du verre et de l’épaisseur de la paroi
- Vitesse de rotation : 15-30 tr/min pour une répartition homogène de la chaleur
Le verre passe d’un solide rigide à un liquide visqueux (viscosité ~10⁴ dPa·s), permettant la manipulation. Cette “ plage de travail ” est étroite — environ 150°C — et nécessite un timing expert.
Étape 3 : Soufflage et formage (03:00-08:00 par pièce)
C’est ici que la fabrication d'abat-jours en verre soufflé à la main vs pressé la différenciation devient spectaculaire. L’artisan fixe le verre chauffé à une canne de soufflage et introduit de l’air comprimé (0,2-0,4 MPa) tout en manipulant simultanément la forme à l’aide d’outils traditionnels :
- Bloc : Outil en bois de cerisier humide pour le façonnage initial
- Pince : Outil à lame pour la définition du col et la préparation du filetage
- Palette : Outil plat en carbone pour aplatir le fond
- Ciseaux : Cisailles pour couper l’excédent de verre
Précision technique dans le soufflage à la main :
Pour un l'ingénierie d'abat-jours en verre personnalisé mesurant 180 mm de diamètre × 150 mm de hauteur, l’artisan doit atteindre :
- Variation de l’épaisseur des parois : <±0,5 mm (mesuré par jauge ultrasonique)
- Déviation de symétrie : <1,5 mm par rapport à l’axe central (contrôle par alignement laser)
- Taux de défauts de surface : <2% (inspection visuelle sous 500 lux)
Ces tolérances sont remarquables compte tenu du caractère manuel du procédé, démontrant pourquoi les artisans expérimentés fabricants d’abat-jour en verre occupent une position premium.
Étape 4 : Formation du filetage (01:30-03:00 par pièce)
Le filetage à vis en verre G9 nécessite une technique spécialisée. Pendant que le corps de l’abat-jour reste attaché à la canne de soufflage, la région du col est réchauffée et façonnée à l’aide d’outils en graphite de précision usinés selon les spécifications ISO 965-1 Classe 6H.
Nos maîtres artisans atteignent des tolérances de filetage de :
- Diamètre majeur : +0/-0,12 mm
- Diamètre au pas : +0/-0,09 mm
- Diamètre mineur : +0,18/-0 mm
Cette précision garantit une intégration sans faille avec les douilles métalliques—essentielle pour les fabricants de luminaires exigeant un assemblage fiable.
Étape 5 : Recuit (Déterminant Critique de la Qualité)
Immédiatement après le formage, chaque abat-jour en verre soufflé à la main entre dans le four de recuit—un four à température précisément contrôlée où l’élimination des contraintes s’effectue sur 48 à 72 heures.
La science du recuit :
Le verre formé au-dessus de son point de contrainte (510°C pour le borosilicate) contient des contraintes figées dues au refroidissement rapide. Sans recuit approprié, ces contraintes provoquent des fissures spontanées en service—particulièrement dangereux dans les applications d’éclairage avec cycles thermiques.
Notre courbe de recuit suit ce protocole :
- Maintien au point de recuit (560°C) : 30 minutes pour la relaxation des contraintes
- Refroidissement contrôlé : 2-5°C/heure à travers la plage de contrainte (560-490°C)
- Refroidissement plus rapide : 20°C/heure jusqu’à la température ambiante
Cet investissement de 72 heures—contre 4 à 6 heures pour la production standard—explique pourquoi les l'ingénierie d'abat-jours en verre personnalisé fournisseurs professionnels atteignent des taux de défaillance sur site inférieurs à 0,1 %.
Étape 6 : Finition à froid (01:00-02:00 par pièce)
Après le recuit, les abat-jour subissent une finition de précision :
- Polissage au feu : Lissage à la flamme des bords coupés (élimine les microfissures)
- Meulage : Affinage du filetage à l’aide de meules diamantées
- Lavage : Nettoyage ultrasonique à l’eau déionisée (élimine les particules)
- Revêtement : Métallisation sous vide ou gravure acide en option
Étape 7 : Vérification de la qualité (00:30-01:00 par pièce)
Chaque abat-jour en verre soufflé à la main soumis à une inspection à 100 % :
- Dimensionnel : Échantillonnage par MMC (Machine à Mesurer tridimensionnelle)
- Optique : Vérification de la transmittance au spectrophotomètre
- Mécanique : Test de couple (≥1,5N·m pour les filetages G9)
- Thermique : Contrôle ponctuel du choc thermique (-20°C à +150°C)
Chapitre 3 : Fabrication de l’abat-jour en verre pressé — Efficacité industrielle
Quand la mécanisation a du sens
Fabrication d'abat-jour en verre pressé répond à différents besoins du marché. Comprendre ses capacités et ses limites aide les professionnels de l’éclairage à prendre des décisions d’approvisionnement éclairées.
Le procédé de pressage
- Fusion du verre : Matières premières fondues dans un four à cuve continue (1 400-1 500°C)
- Formation du gob : Portions précises de verre découpées dans des moules
- Pressage : Un piston mécanique forme la pièce sous une pression de 5 à 20 MPa
- Recuit : Traitement au four tunnel sur convoyeur (plus rapide que le soufflage à la main grâce à l’épaisseur uniforme)
- Automatisation : Manutention robotisée pour la production à grand volume
Avantages du verre pressé :
- Coût unitaire : 40 à 60 % inférieur au soufflé main en grande quantité (>5 000 pièces)
- Cohérence dimensionnelle : ±0,3 mm typique (meilleure que le soufflé main pour les formes simples)
- Vitesse de production : 10 à 30 pièces par minute contre 4 à 8 par heure en soufflé main
- Caractéristiques internes complexes : Détails moulés difficiles à réaliser à la main
Limites du verre pressé :
- Contraintes de forme : Limité aux géométries permettant le démoulage (pas de contre-dépouilles, pas de tirages négatifs)
- Épaisseur minimale des parois : Typiquement 2,5 à 3 mm (contre 1,5 mm possible en soufflé main)
- Qualité optique : Marques de moule et lignes de refroidissement visibles ; clarté inférieure
- Performance thermique : Composition en verre sodocalcique courante (motivée par le coût) ; pressage du borosilicate rare en raison du coût du matériau et de la durée de vie plus courte du moule
- Personnalisation : Coût d’un nouveau moule $5 000-15 000 contre $500-2 000 pour le développement de motifs soufflés à la main
Chapitre 4 : Comparaison définitive — Abat-jour en verre soufflé à la main vs pressé
Matrice de décision technique pour les professionnels de l’éclairage
Cas client : La décision West Elm
Lorsque l’équipe d’éclairage de West Elm a développé sa “ Collection Artisan ” en 2021, elle a été confrontée à la la fabrication d'abat-jours en verre soufflé à la main vs pressé décision pour une gamme de suspensions visant des prix de vente au détail de $180-240.
Approche initiale : Verre pressé en Chine à un coût d’arrivée de $4,50/unité.
Évaluation du prototype :
- La distorsion optique a créé des “ points chauds ” incompatibles avec l’esthétique lumineuse douce de la marque
- La ligne de séparation du moule reste visible même après polissage au feu
- Minimum de 3 000 pièces par référence, risque d’inventaire bloqué
Notre solution proposée : Verre borosilicate soufflé à la main avec des gains d’efficacité en production.
Mise en œuvre :
- Développement d’une équipe artisanale de 6 personnes dédiée aux motifs West Elm
- 4 formes de base standardisées avec 12 variations de surface (couleur/finition)
- Atteint $11,20/unité à 2 000 pièces MOQ grâce à l’optimisation des processus
- Échantillonnage en 14 jours contre 45 jours pour l’alternative pressée
Résultat : La collection a atteint une marge brute de 34% (contre 28% pour la projection pressée) grâce à un positionnement premium et à une réduction des démarques. Les avis clients mentionnent spécifiquement la “ belle qualité du verre ” et le “ caractère artisanal ” — des éléments différenciateurs impossibles avec les alternatives pressées.
Chapitre 5 : Capacités de fabrication de globes en verre sur mesure — Au-delà de la production standard
L’ingénierie des composants d’éclairage sur mesure
La l'ingénierie d'abat-jours en verre personnalisé la fabrication nécessite des compétences bien au-delà des sélections de catalogue. L’équipe d’ingénierie de notre usine est spécialisée dans la traduction des visions des concepteurs d’éclairage en produits certifiés et industrialisables.
Dimensions de personnalisation
1. Complexité géométrique
Étude de cas : la suspension “ Météore ”
Un designer d’éclairage basé à Paris a conceptualisé un abaisseur d'angle en verre borosilicate personnalisé à double paroi ressemblant à une météorite capturée — texture de surface irrégulière, forme asymétrique, dégradé interne ambré et douille céramique G9 intégrée.
Défis d’ingénierie :
- Texture de surface : développement d’un moule sur mesure avec irrégularités usinées CNC pour un transfert partiel du motif lors du soufflage
- Couleur en dégradé : technique de superposition de verre avec fumage interne à l’or
- Intégration de la douille : compatibilité de dilatation thermique borosilicate-céramique (céramique Al₂O₃ sélectionnée pour une compatibilité de 7,2×10⁻⁶/K)
- Intégrité structurelle : analyse FEA confirmant une épaisseur minimale de paroi de 3 mm aux concentrations de contraintes
Calendrier de développement :
- Semaine 1 : prototype grandeur nature imprimé en 3D pour validation de la forme
- Semaines 2-3 : essais de soufflage de verre (12 itérations)
- Semaine 4 : Essais de sécurité électrique (préliminaire UL 1598)
- Semaine 5 : Approbation de l’échantillon de production
Production : 180 unités réparties sur 6 formes uniques (30 chacune), livrées en 8 semaines. Prix de vente $680, atteignant une marge brute de 62% pour la marque.
Options d’ingénierie de surface
Chapitre 6 : Systèmes de qualité dans la fabrication professionnelle d’abat-jour
De l’atelier artisanal à la certification mondiale
Un professionnel d'abat-jours en verre doit combler le fossé entre la tradition artisanale et les normes de qualité industrielle. Notre système de gestion intégré démontre cet équilibre.
Architecture qualité à trois niveaux
Niveau 1 : Auto-inspection artisanale
- Contrôle dimensionnel en temps réel à l’aide de calibres passe-pas
- Identification visuelle des défauts (grains, pierres, fissures)
- Autorité immédiate de retouche ou de rejet
Niveau 2 : Contrôle qualité du processus
- Mesure de l’épaisseur de paroi en ligne par laser (100%)
- Vérification de la courbe de recuit (enregistrement des données par thermocouple)
- Inspection du filetage (calibre G9, PASSE/PASSE PAS)
Niveau 3 : Assurance qualité finale
- Échantillonnage dimensionnel CMM (AQL 1,0)
- Vérification de la transmission optique (spectrophotomètre)
- Test ponctuel de choc thermique (10% par lot)
- Validation du couple (échantillonnage statistique)
Étude de cas : Conformité Marriott International
Lorsqu’il est désigné comme l'ingénierie d'abat-jours en verre personnalisé fournisseur pour les rénovations du segment luxe de Marriott (2022-2024), nous avons subi un audit approfondi de la chaîne d’approvisionnement :
Résultats de l’audit :
- Qualité : Zéro non-conformité
- Social : Lacunes mineures dans la documentation (corrigées sous 48 heures)
- Environnemental : Programme exemplaire de recyclage du verre (taux de récupération de 95%)
Exigences continues :
- Inspections trimestrielles par un tiers
- COA de lot avec traçabilité complète
- Conservation des dossiers pendant 10 ans pour la responsabilité
Résultat : Approuvé pour un déploiement mondial sur plus de 340 propriétés, avec une valeur contractuelle annuelle de 1,23 M€.
Chapitre 7 : L’avenir de la fabrication d’abat-jour en verre
Innovation dans la tradition
En tant qu’entreprise tournée vers l’avenir d'abat-jours en verre, nous investissons dans des technologies qui améliorent — plutôt que remplacent — le savoir-faire artisanal.
Intégration numérique :
- Scan 3D : Chaque échantillon maître numérisé pour une cohérence de production mondiale
- Visualisation en réalité augmentée : Les clients prévisualisent des designs personnalisés dans leurs environnements avant la production
- Recuit IoT : Surveillance en temps réel du four avec maintenance prédictive
Avancées des matériaux :
- Composite nano-borosilicate : Résistance aux chocs améliorée pour les applications critiques dans le transport
- Filtrage sélectif de la lumière : Coupure UV/IR intégrée sans dégradation du revêtement
Leadership en durabilité :
- Essais de fusion électrique : Réduction de la dépendance au gaz naturel (objectif de réduction carbone de 60 % d'ici 2030)
- Boucle fermée de l'eau : Traitement zéro rejet liquide
- Réfractaires biosourcés : Élimination des matériaux contenant du chrome
Conclusion : Choisir votre partenaire de fabrication d’abat-jour en verre
La différence entre le verre standard et les composants d’éclairage d’exception réside dans les détails explorés tout au long de cet article — de la précision de la courbe de recuit à l’investissement dans la formation des artisans, de la rigueur dans la spécification des matériaux à la capacité d’ingénierie de personnalisation.
Lors de l'évaluation d'un d'abat-jours en verre, exigez la preuve de :
- Profondeur technique : Peuvent-ils expliquer le borosilicate par rapport au verre sodocalcique au niveau moléculaire ?
- Infrastructure de qualité : Contrôle qualité à trois niveaux avec contrôle statistique des processus ?
- Agilité de personnalisation : Prototypage rapide sans frais NRE prohibitifs ?
- Validité de la certification : Audits en cours, certificats non expirés ?
- Expertise applicative : Compréhension de l’intégration thermique, optique et mécanique ?
Dans notre usine, ce ne sont pas des arguments marketing — c’est la réalité opérationnelle quotidienne. Que vous ayez besoin abat-jour en verre soufflé à la main pour des projets hôteliers de niche ou d’un des abat-jours en verre double paroi en borosilicate personnalisé pour des applications d’éclairage technique, la méthodologie de fabrication doit répondre à votre intention de conception et à vos exigences de performance.
Nous invitons les professionnels de l’éclairage à découvrir la différence par eux-mêmes. Planifiez une visite virtuelle de l’usine, demandez des échantillons techniques ou initiez une consultation de conception. La lumière parfaite mérite rien de moins que l’excellence manufacturière.
Annexe technique : Référence rapide des spécifications
Propriétés du verre borosilicate standard (équivalent SCHOTT DURAN®)
- Densité : 2,23 g/cm³
- Module de Young : 64 GPa
- Coefficient de Poisson : 0,20
- Indice de réfraction (nD) : 1,474
- Nombre d’Abbe : 65
- Dureté Knoop : 480
Spécifications du filetage G9 (IEC 60061-1)
- Désignation du filetage : G9
- Pas : 1,0 mm
- Classe de tolérance : 6H (interne)
- Couple minimum : 1,5 N·m
- Couple maximum : 3,0 N·m (protection contre le surcouple)
Tolérances typiques pour abat-jour en verre sur mesure
- Dimensionnel : ±1,0 mm (soufflé à la main), ±0,5 mm (pressé)
- Épaisseur de paroi : ±0,5 mm (soufflé à la main), ±0,3 mm (pressé)
- Poids : ±5 %
- Couleur : ΔE<1,5 (par rapport au standard maître)
Prêt à spécifier votre prochain projet d’abat-jour en verre sur mesure ? Contactez notre équipe d’ingénierie pour une consultation DFM ou demandez des échantillons afin d’évaluer directement la qualité de notre fabrication.