
O Guia Completo para Fabricação de Cúpulas de Vidro
Uma Análise Técnica Profunda sobre Produção de Vidro Soprado à Mão versus Prensado, Capacidades Personalizadas e Excelência em Qualidade
Introdução: A Complexidade Oculta por Trás de Cada Luz Perfeita
Quando você segura uma luminária de vidro personalizada em suas mãos, você não está apenas segurando um acessório de iluminação—você está segurando o resultado de séculos de tradição vidreira unida à engenharia moderna de precisão. Como uma de abajur de vidro empresa que atua na interseção entre o artesanato e a produção em escala industrial, passamos mais de duas décadas aperfeiçoando o equilíbrio entre beleza estética e desempenho técnico.
Este artigo revela o que realmente acontece dentro de uma fábrica profissional de cúpulas de vidro. Seja você um designer de iluminação em busca de abajures de vidro borossilicato de parede dupla personalizados, um fabricante de luminárias avaliando fornecedores ou um profissional de compras analisando padrões de qualidade, você descobrirá as diferenças críticas que separam cúpulas de vidro excepcionais de produtos comuns.
Vamos examinar cada etapa da processo de fabricação de cúpulas de vidro, fornecer comparações técnicas definitivas entre cúpulas de vidro sopradas à mão vs prensadas, e compartilhar casos reais de clientes que demonstram como a metodologia de fabricação impacta diretamente o sucesso do seu projeto.
Capítulo 1: A Base—Ciência dos Materiais na Fabricação de Cúpulas de Vidro
Por que o Vidro Borossilicato Domina a Iluminação Profissional
Antes que qualquer vidro toque um canudo de sopro ou molde, a seleção do material determina 70% do desempenho final do produto. Profissionais fabricantes de abajures de vidro especificam materiais com base em requisitos térmicos, ópticos e mecânicos—não apenas no custo.
Vidro Borossilicato 3.3 tornou-se o padrão ouro para aplicações de iluminação premium. Sua composição—aproximadamente 81% dióxido de silício, 13% óxido de boro, 4% óxido de sódio/potássio e 2% óxido de alumínio—cria uma estrutura de rede tridimensional fundamentalmente diferente do vidro comum de sódio-cálcio.
Estudo de Caso: Falha Térmica em Rede de Hotéis
Em 2019, um grupo de hotéis boutique do Sudeste Asiático nos procurou após sofrer falhas catastróficas com cúpulas de vidro soda-cal em suas propriedades à beira-mar. O projeto original de abajur de vidro havia especificado vidro padrão para economia de custos. Em seis meses, 23% das cúpulas apresentaram trincas térmicas devido ao ciclo do ar-condicionado (interior a 18°C vs. exterior a 35°C mais calor de lâmpada halógena de 60W).
Nossa equipe de engenharia realizou simulação térmica e recomendou abajures de vidro borossilicato de parede dupla personalizados. A construção de parede dupla criou um amortecedor térmico, reduzindo a temperatura da superfície externa de 89°C para 41°C, enquanto o baixo coeficiente de expansão do borossilicato eliminou falhas por choque térmico. Cinco anos depois, nenhuma substituição foi necessária, contra mais de 340 com a especificação original.
Capítulo 2: Fabricação de Cúpulas de Vidro Soprado Manualmente—O Método do Artesão
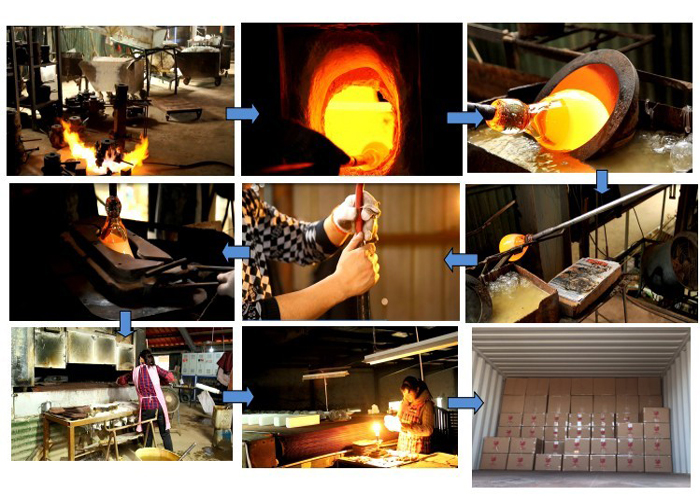
O Processo de Precisão em Sete Etapas
A fabricação de cúpulas de vidro soprado manualmente representa o auge da arte do vidro, exigindo de 8 a 15 anos para dominar. Diferente da visão romantizada de espontaneidade artística, a produção profissional segue protocolos científicos rigorosos.
Etapa 1: Preparação do Lote e Carregamento (00:30-01:00 por lote)
Nossa fábrica recebe tubos de vidro borossilicato de fornecedores certificados (principalmente SCHOTT Alemanha e alguns fabricantes chineses que atendem à ASTM E438). Cada lote passa por inspeção de recebimento para:
- Tolerância dimensional: Diâmetro externo ±0,2mm, espessura da parede ±0,1mm
- Birrefringência de tensões: <20 nm/cm (teste com polariscópio)
- Contagem de sementes: <0,5 sementes/kg (exame microscópico)
- Composição química: Verificação por XRF em relação ao certificado de análise
Os tubos são cortados em comprimentos calculados usando cortadores de roda de diamante com posicionamento CNC, garantindo rendimento ótimo do material e consistência de massa térmica para o processo de sopro.
Etapa 2: Aquecimento e Coleta (02:00-04:00 por peça)
A de abajur de vidro‘O artesão coloca a seção do tubo em um forno a gás-oxigênio operando a 1.150-1.200°C. Os parâmetros críticos incluem:
- Uniformidade de temperatura: ±5°C em toda a zona de aquecimento (monitorado por termopar)
- Tempo de permanência: Precisamente calculado com base na massa do vidro e na espessura da parede
- Velocidade de rotação: 15-30 RPM para distribuição uniforme do calor
O vidro passa de sólido rígido para líquido viscoso (viscosidade ~10⁴ dPa·s), permitindo manipulação. Essa “faixa de trabalho” é estreita—aproximadamente 150°C—exigindo precisão no tempo.
Etapa 3: Sopro e Moldagem (03:00-08:00 por peça)
É aqui que abajures de vidro soprados à mão vs abajures de vidro prensado a diferenciação se torna dramática. O artesão fixa o vidro aquecido em uma cana de sopro e introduz ar comprimido (0,2-0,4 MPa) enquanto manipula simultaneamente a forma usando ferramentas tradicionais:
- Bloco: Ferramenta de madeira de cerejeira molhada para modelagem inicial
- Jack: Ferramenta com lâmina para definição do pescoço e preparação da rosca
- Pá: Ferramenta plana de carbono para nivelar o fundo
- Tagliol: Tesoura para aparar o excesso de vidro
Precisão técnica no sopro manual:
Para um luminária de vidro personalizada medindo 180mm de diâmetro × 150mm de altura, o artesão deve alcançar:
- Variação da espessura da parede: <±0,5mm (medido por medidor ultrassônico)
- Desvio de simetria: <1,5mm do eixo central (verificação de alinhamento a laser)
- Taxa de defeitos na superfície: <2% (inspeção visual sob 500 lux)
Essas tolerâncias são notáveis considerando a natureza manual do processo, demonstrando por que artesãos experientes fabricantes de abajures de vidro garantem posicionamento premium.
Etapa 4: Formação da rosca (01:30-03:00 por peça)
A rosca de vidro G9 requer técnica especializada. Enquanto o corpo da cúpula permanece preso ao canudo de sopro, a região do pescoço é reaquecida e moldada usando ferramentas de grafite de precisão usinadas conforme as especificações ISO 965-1 Classe 6H.
Nossos mestres artesãos alcançam tolerâncias de rosca de:
- Diâmetro maior: +0/-0,12mm
- Diâmetro de passo: +0/-0,09mm
- Diâmetro menor: +0,18/-0mm
Essa precisão garante integração perfeita com soquetes metálicos—crucial para fabricantes de luminárias que exigem montagem confiável.
Etapa 5: Têmpera (Determinante Crítico de Qualidade)
Imediatamente após a moldagem, cada cúpula de vidro soprada à mão entra no forno de têmpera—um forno com controle preciso de temperatura onde ocorre a eliminação de tensões durante 48-72 horas.
A Ciência da Têmpera:
O vidro moldado acima do seu ponto de tensão (510°C para borossilicato) contém tensões internas congeladas devido ao resfriamento rápido. Sem a têmpera adequada, essas tensões causam trincas espontâneas durante o uso—particularmente perigoso em aplicações de iluminação com ciclos térmicos.
Nossa curva de têmpera segue este protocolo:
- Manter no ponto de têmpera (560°C): 30 minutos para relaxamento de tensões
- Resfriamento controlado: 2-5°C/hora através da faixa de tensão (560-490°C)
- Resfriamento mais rápido: 20°C/hora até a temperatura ambiente
Esse investimento de 72 horas—em comparação com 4-6 horas na produção comum—explica por que fornecedores profissionais luminária de vidro personalizada alcançam taxas de falha em campo inferiores a 0,1%.
Etapa 6: Lapidação e Acabamento a Frio (01:00-02:00 por peça)
Após a têmpera, as cúpulas passam por acabamento de precisão:
- Polimento a fogo: Alisamento das bordas cortadas com chama (remove microfissuras)
- Desbaste: Refinamento de fios usando rodas de diamante
- Lavagem: Limpeza ultrassônica com água desionizada (remove partículas)
- Revestimento: Metallização a vácuo opcional ou gravação ácida
Etapa 7: Verificação de Qualidade (00:30-01:00 por peça)
Todo cúpula de vidro soprada à mão passa por inspeção 100%:
- Dimensional: Amostragem com Máquina de Medição por Coordenadas (MMC)
- Óptico: Verificação de transmitância com espectrofotômetro
- Mecânico: Teste de torque (≥1,5N·m para fios G9)
- Térmico: Verificação pontual de resistência a choque térmico (-20°C a +150°C)
Capítulo 3: Fabricação de Abajures de Vidro Temperado—Eficiência Industrial
Quando a mecanização faz sentido
fabricação de cúpulas de vidro prensado atende às diferentes necessidades do mercado. Compreender suas capacidades e limitações ajuda profissionais de iluminação a tomar decisões de compra informadas.
O Processo de Prensagem
- Fusão do vidro: Materiais em lote fundidos em forno de tanque contínuo (1.400-1.500°C)
- Formação do gob: Porções precisas de vidro cortadas em moldes
- Prensagem: Êmbolo mecânico forma o formato sob pressão de 5-20 MPa
- Recozimento: Processamento em lehr com esteira (mais rápido que soprado à mão devido à espessura uniforme)
- Automação: Manuseio robótico para produção em grande volume
Vantagens do vidro prensado:
- Custo unitário: 40-60% menor que o soprado à mão em volume (>5.000 peças)
- Consistência dimensional: ±0,3mm típico (melhor que soprado à mão para formatos simples)
- Velocidade de produção: 10-30 peças por minuto vs. 4-8 por hora soprado à mão
- Características internas complexas: Detalhes moldados difíceis de alcançar manualmente
Limitações do vidro prensado:
- Restrições de formato: Limitado a geometrias de liberação de molde (sem reentrâncias, ângulos negativos)
- Espessura mínima da parede: Normalmente 2,5-3mm (vs. 1,5mm alcançável soprado à mão)
- Qualidade óptica: Marcas de molde e linhas de resfriamento visíveis; clareza inferior
- Desempenho térmico: Composição de soda-lime comum (orientada por custo); prensagem de borosilicato rara devido ao custo do material e à vida útil mais curta do matriz
- Personalização: Custo de novo molde $5.000-15.000 vs. $500-2.000 para desenvolvimento de padrão soprado manualmente
Capítulo 4: Comparação definitiva—Luminária de vidro soprado manualmente vs. prensado
Matriz de Decisão Técnica para Profissionais de Iluminação
Caso do Cliente: A Decisão do West Elm
Quando a equipe de iluminação do West Elm desenvolveu sua “Coleção Artesão” em 2021, eles enfrentaram a abajures de vidro soprados à mão vs abajures de vidro prensado decisão para uma linha de pendentes com pontos de preço de varejo de $180-240.
Abordagem Inicial: Vidro prensado na China ao custo de landed de $4,50/unidade.
Avaliação do Protótipo:
- Distorção óptica criou “pontos quentes” inconsistentes com a estética de iluminação suave da marca
- Linha de separação do molde visível mesmo após polimento a fogo
- Risco de estoque bloqueado mínimo de 3.000 peças por SKU
Nossa Solução Proposta: Borosilicato soprado manualmente com eficiências de produção.
Implementação:
- Equipe artesanal de 6 núcleos desenvolvida dedicada aos padrões do West Elm
- Padronizou 4 formas base com 12 variações de superfície (cor/acabamento)
- Alcançou $11,20/unidade com MOQ de 2.000 peças através de otimização de processos
- Amostragem em 14 dias versus alternativa prensada em 45 dias
Resultado: A coleção atingiu uma margem bruta de 34% (vs. projeção de 28% de prensados) devido ao posicionamento premium e redução de descontos. As avaliações dos clientes citaram especificamente “qualidade de vidro bonita” e “caráter artesanal” — diferenciais impossíveis de obter com alternativas prensadas.
Capítulo 5: Capacidades de Abajures de Vidro Personalizados—Além da Produção Padrão
A Engenharia de Componentes de Iluminação Sob Medida
A verdadeira luminária de vidro personalizada a fabricação requer capacidades que vão muito além das seleções do catálogo. A equipe de engenharia da nossa fábrica é especializada em transformar as visões dos designers de iluminação em produtos fabricáveis e certificados.
Dimensões de Personalização
1. Complexidade Geométrica
Estudo de Caso: O Pendente “Meteor”
Um designer de iluminação com base em São Paulo concebeu um abajur de parede dupla de vidro borossilicato personalizado semelhante a um meteor capturado—textura de superfície irregular, forma assimétrica, gradiente interno de âmbar e soquete de cerâmica G9 integrado.
Desafios de Engenharia:
- Textura de superfície: Desenvolveu molde personalizado com irregularidades usinadas em CNC para transferência parcial do padrão durante o sopro
- Cor de gradiente: Técnica de vidro em camadas com fumaça de ouro interna
- Integração do soquete: Compatibilidade de expansão térmica entre borossilicato e cerâmica (cerâmica Al₂O₃ selecionada por compatibilidade de 7,2×10⁻⁶/K)
- Integridade estrutural: Análise FEA confirmou espessura mínima de parede de 3mm em concentrações de tensão
Cronograma de Desenvolvimento:
- Semana 1: Protótipo em escala real impresso em 3D para validação da forma
- Semana 2-3: Testes de sopro de vidro (12 iterações)
- Semana 4: Teste de segurança elétrica (UL 1598 preliminar)
- Semana 5: Aprovação da amostra de produção
Produção: 180 unidades em 6 formas únicas (30 cada), entregues em 8 semanas. Preço de varejo $680, atingindo margem bruta de 62% para a marca.
Opções de Engenharia de Superfície
Capítulo 6: Sistemas de Qualidade na Fabricação Profissional de Cúpulas de Lâmpadas
Do Banco Artesanal à Certificação Global
Um profissional de abajur de vidro deve fazer a ponte entre a tradição artesanal e os padrões de qualidade industrial. Nosso sistema de gestão integrado demonstra esse equilíbrio.
Arquitetura de Qualidade em Três Níveis
Nível 1: Autoinspeção do Artesão
- Verificação dimensional em tempo real usando calibradores go/no-go
- Identificação visual de defeitos (bolhas, pedras, trincas)
- Autoridade imediata para retrabalho ou rejeição
Nível 2: Controle de Qualidade do Processo
- Medição de espessura de parede em linha por laser (100%)
- Verificação da curva de recozimento (registro de dados por termopar)
- Inspeção com calibrador de rosca (calibrador plugue G9, GO/NO-GO)
Nível 3: Garantia Final de Qualidade
- Amostragem dimensional por CMM (AQL 1.0)
- Verificação de transmitância óptica (espectrofotômetro)
- Teste pontual de choque térmico (lote 10%)
- Validação de torque (amostragem estatística)
Estudo de Caso: Conformidade Marriott International
Quando designados como luminária de vidro personalizada fornecedor para renovações do segmento de luxo da Marriott (2022-2024), passamos por auditorias extensas da cadeia de suprimentos:
Resultados da Auditoria:
- Qualidade: Zero não conformidades
- Social: Lacunas menores de documentação (corrigidas em até 48 horas)
- Ambiental: Programa exemplar de reciclagem de vidro (taxa de recuperação de 95%)
Requisitos Contínuos:
- Inspeções trimestrais por terceiros
- COA do lote com total rastreabilidade
- Retenção de registros por 10 anos para responsabilidade
Resultado: Aprovado para implantação global em mais de 340 propriedades, com valor contratual anual de $2,3M.
Capítulo 7: O Futuro da Fabricação de Cúpulas de Vidro para Luminárias
Inovação na Tradição
Como uma empresa voltada para o futuro de abajur de vidro, estamos investindo em tecnologias que aprimoram—em vez de substituir—o artesanato artesanal.
Integração digital:
- Escaneamento 3D: Cada amostra mestre digitalizada para consistência de produção global
- Visualização em AR: Clientes visualizam projetos personalizados em seus ambientes antes da produção
- Recozimento IoT: Monitoramento de fornos em tempo real com manutenção preditiva
Avanços em materiais:
- Compósito de borossilicato-nano: Resistência ao impacto aprimorada para aplicações críticas em transporte
- Filtragem seletiva de luz: Corte integrado de UV/IV sem degradação do revestimento
Liderança em Sustentabilidade:
- Testes de fusão elétrica: Redução da dependência de gás natural (meta de redução de carbono de 60% até 2030)
- Água em circuito fechado: Processamento com descarga líquida zero
- Refratários de base biológica: Eliminação de materiais contendo cromo
Conclusão: Escolhendo seu parceiro de fabricação de cúpulas de vidro para luminárias
A diferença entre vidro comum e componentes de iluminação excepcionais está nos detalhes explorados ao longo deste artigo — desde a precisão da curva de recozimento até o investimento em treinamento artesanal, da disciplina na especificação de materiais à capacidade de engenharia de customização.
Ao avaliar um de abajur de vidro, exija evidências de:
- Profundidade técnica: Eles conseguem explicar borossilicato vs. sódio-cálcico em nível molecular?
- Infraestrutura de qualidade: Controle de qualidade em três níveis com controle estatístico de processos?
- Agilidade na customização: Protótipos rápidos sem custos NRE proibitivos?
- Validade das certificações: Auditorias atuais, certificados não expirados?
- Especialização em aplicações: Compreensão de integração térmica, óptica e mecânica?
Dentro da nossa fábrica, isso não são promessas de marketing—é realidade operacional diária. Seja para abajures de vidro soprado à mão projetos de hotelaria boutique ou engenharia abajures de vidro borossilicato de parede dupla personalizados para aplicações de iluminação técnica, a metodologia de fabricação deve atender à sua intenção de design e requisitos de desempenho.
Convidamos profissionais de iluminação a experimentar a diferença pessoalmente. Agende um tour virtual pela fábrica, solicite amostras técnicas ou inicie uma consulta de design. A luz perfeita merece nada menos que excelência na fabricação.
Apêndice Técnico: Referência Rápida de Especificações
Propriedades do Vidro Borossilicato Padrão (equivalente ao SCHOTT DURAN®)
- Densidade: 2,23 g/cm³
- Módulo de Young: 64 GPa
- Coeficiente de Poisson: 0,20
- Índice de refração (nD): 1,474
- Número de Abbe: 65
- Dureza Knoop: 480
Especificações de Rosca G9 (IEC 60061-1)
- Designação da rosca: G9
- Passo: 1,0 mm
- Classe de tolerância: 6H (interna)
- Torque mínimo: 1,5 N·m
- Torque máximo: 3,0 N·m (proteção contra sobretorque)
Tolerâncias típicas de abajur de vidro personalizado
- Dimensional: ±1,0mm (soprada à mão), ±0,5mm (prensada)
- Espessura da parede: ±0,5mm (soprada à mão), ±0,3mm (prensada)
- Peso: ±5%
- Cor: ΔE<1,5 (em relação ao padrão mestre)
Pronto para especificar seu próximo projeto de abajur de vidro personalizado? Entre em contato com nossa equipe de engenharia para consulta DFM ou solicite amostras para avaliar a qualidade de nossa fabricação pessoalmente.