
La Guía Completa para la Fabricación de Pantallas de Vidrio
Un análisis técnico profundo sobre la producción de vidrio soplado a mano frente al vidrio prensado, capacidades personalizadas y excelencia en calidad
Introducción: La Complejidad Oculta Detrás de Cada Luz Perfecta
Cuando sostienes un pantalla de vidrio personalizada en tus manos, no solo estás sosteniendo un accesorio de iluminación, estás sosteniendo la culminación de siglos de tradición en la fabricación de vidrio fusionada con ingeniería moderna de precisión. Como un de pantallas de lámparas de vidrio que opera en la intersección de la artesanía artesanal y la producción a escala industrial, hemos pasado más de dos décadas perfeccionando el equilibrio entre la belleza estética y el rendimiento técnico.
Este artículo revela lo que realmente sucede dentro de una fábrica de pantallas de lámparas. Ya seas un diseñador de iluminación buscando pantallas de vidrio borosilicato de doble pared personalizadas, un fabricante de luminarias evaluando proveedores, o un profesional de adquisiciones evaluando estándares de calidad, descubrirás las diferencias críticas que separan las pantallas de lámpara de vidrio excepcionales de los productos de consumo.
Examinaremos cada etapa de la optimización del proceso de fabricación de pantallas de vidrio para lámparas, proporcionaremos comparaciones técnicas definitivas entre pantallas de lámparas de vidrio soplado a mano vs vidrio prensado, y compartiremos casos reales de clientes que demuestran cómo la metodología de fabricación impacta directamente en el éxito de tu proyecto.
Capítulo 1: La Fundación—Ciencia de Materiales en la Fabricación de Pantallas de Lámparas de Vidrio
Por qué el Vidrio Borosilicatado Domina la Iluminación Profesional
Antes de que cualquier vidrio toque un tubo de soplado o un molde, la selección de materiales determina el rendimiento del producto final. Los profesionales de la fabricantes de pantallas de lámparas de vidrio especifican materiales basados en requisitos térmicos, ópticos y mecánicos, no solo en costo.
El Vidrio Borosilicatado 3.3 se ha convertido en el estándar de oro para aplicaciones de iluminación premium. Su composición—aproximadamente 81% dióxido de silicio, 13% óxido bórico, 4% óxido de sodio/potasio y 2% óxido de aluminio—crea una estructura de red tridimensional fundamentalmente diferente del vidrio de soda-lima convencional.
Estudio de Caso: Fallo Térmico en Cadena Hotelera
En 2019, un grupo de hoteles boutique del sudeste asiático se acercó a nosotros después de experimentar un fracaso catastrófico con pantallas de vidrio de soda-lima en sus propiedades frente a la playa. Su especificación original de pantallas de lámparas de vidrio había indicado vidrio estándar para ahorrar costos. En seis meses, 23% de pantallas desarrollaron grietas térmicas debido al ciclo del aire acondicionado (interior 18°C vs. exterior 35°C más 60W de calor halógeno).
Nuestro equipo de ingeniería realizó simulaciones térmicas y recomendó pantallas de vidrio borosilicato de doble pared personalizadas. La construcción de doble pared creó un amortiguador térmico que redujo la temperatura de la superficie exterior de 89°C a 41°C, mientras que el bajo coeficiente de expansión del borosilicato eliminó el fallo por choque térmico. Cinco años después, no se requirieron reemplazos frente a más de 340 con la especificación original.
Capítulo 2: Fabricación de Pantallas de Vidrio Sopladas a Mano—El Método del Artesano
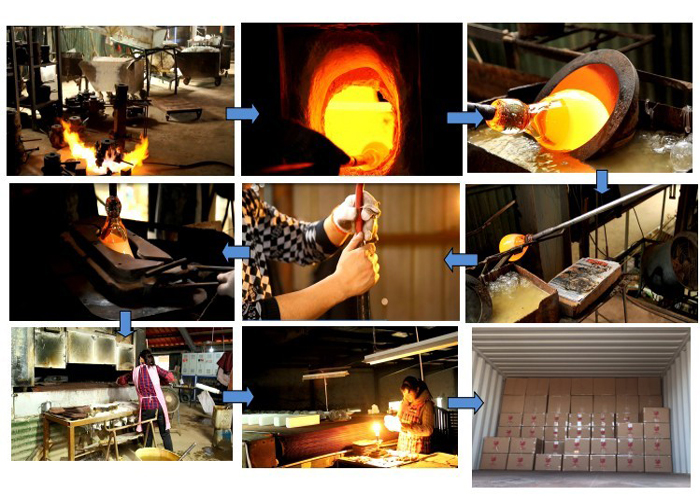
El Proceso de Precisión en Siete Etapas
La fabricación de pantallas de vidrio sopladas a mano representa la cúspide del arte del vidrio, requiriendo de 8 a 15 años para dominar. A diferencia de las nociones romantizadas de la artesanía espontánea, la producción profesional sigue protocolos científicos rigurosos.
Etapa 1: Preparación y Carga de Lotes (00:30-01:00 por lote)
Nuestra fábrica recibe tubos de vidrio de borosilicato de proveedores certificados (principalmente SCHOTT Alemania y selectos fabricantes chinos que cumplen con ASTM E438). Cada lote pasa por una inspección de entrada para:
- Tolerancia dimensional: Diámetro exterior ±0.2mm, grosor de pared ±0.1mm
- Birefringencia de tensión: <20 nm/cm (pruebas de polariscopio)
- Conteo de semillas: <0.5 semillas/kg (examen microscópico)
- Composición química: Verificación de XRF contra el certificado de análisis
Los tubos se cortan a longitudes calculadas utilizando cortadores de rueda de diamante con posicionamiento CNC, asegurando un rendimiento óptimo del material y consistencia de masa térmica para el proceso de soplado.
Etapa 2: Calentamiento y Recolección (02:00-04:00 por pieza)
Las de pantallas de lámparas de vidrio‘El artesano coloca la sección del tubo en un horno de gas-oxígeno que opera a 1,150-1,200°C. Los parámetros críticos incluyen:
- Uniformidad de temperatura: ±5°C en la zona de calentamiento (monitoreado por termopar)
- Tiempo de remojo: Calculado con precisión en función de la masa del vidrio y el grosor de la pared
- Velocidad de rotación: 15-30 RPM para una distribución uniforme del calor
El vidrio pasa de sólido rígido a líquido viscoso (viscosidad ~10⁴ dPa·s), lo que permite la manipulación. Este “rango de trabajo” es estrecho—aproximadamente 150°C—requiriendo un tiempo experto.
Etapa 3: Soplado y Formación (03:00-08:00 por pieza)
Aquí es donde pantallas de vidrio soplado a mano vs pantallas de vidrio prensado la diferenciación se vuelve dramática. El artesano adjunta el vidrio calentado a un tubo de soplado e introduce aire comprimido (0.2-0.4 MPa) mientras manipula la forma utilizando herramientas tradicionales:
- Bloque: Herramienta de madera de cerezo húmeda para la conformación inicial
- Gato: Herramienta con cuchilla para la definición del cuello y preparación de la rosca
- Paleta: Herramienta plana de carbono para aplanar el fondo
- Tagliol: Tijeras para recortar el exceso de vidrio
Precisión técnica en el soplado a mano:
Para un pantalla de vidrio personalizada que mide 180 mm de diámetro × 150 mm de altura, el artesano debe lograr:
- Variación del grosor de la pared: <±0.5 mm (medido con calibrador ultrasónico)
- Desviación de simetría: <1.5 mm del eje central (verificación de alineación láser)
- Tasa de defectos en la superficie: <2% (inspección visual bajo 500 lux)
Estas tolerancias son notables dado el carácter manual del proceso, demostrando por qué los experimentados fabricantes de pantallas de lámparas de vidrio tienen una posición premium.
Etapa 4: Formación de Rosca (01:30-03:00 por pieza)
Las rosca de vidrio G9 requiere técnica especializada. Mientras el cuerpo de la pantalla permanece unido al tubo de soplado, la región del cuello se recalienta y se da forma utilizando herramientas de grafito de precisión mecanizadas según las especificaciones de la norma ISO 965-1 Clase 6H.
Nuestros maestros artesanos logran tolerancias de rosca de:
- Diámetro mayor: +0/-0.12 mm
- Diámetro de paso: +0/-0.09 mm
- Diámetro menor: +0.18/-0 mm
Esta precisión garantiza una integración perfecta con portalamparas de metal—crítico para los fabricantes de luminarias que requieren un ensamblaje confiable.
Etapa 5: Recocido (Determinante crítico de calidad)
Inmediatamente después de formar, cada pantalla de vidrio soplado a mano entra en el horno de recocido—una estufa controlada con precisión a la temperatura donde se elimina el estrés en un período de 48-72 horas.
La ciencia del recocido:
El vidrio formado por encima de su punto de tensión (510°C para borosilicato) contiene tensiones atrapadas por el enfriamiento rápido. Sin un recocido adecuado, estas tensiones causan grietas espontáneas durante el servicio—particularmente peligrosas en aplicaciones de iluminación con ciclos térmicos.
Nuestra curva de recocido sigue este protocolo:
- Mantener en el punto de recocido (560°C): 30 minutos para la relajación del estrés
- Enfriamiento controlado: 2-5°C/hora a través del rango de tensión (560-490°C)
- Enfriamiento más rápido: 20°C/hora hasta la temperatura ambiente
Esta inversión de 72 horas—frente a 4-6 horas para producción de commodities—explica por qué los proveedores profesionales pantalla de vidrio personalizada logran tasas de fallo en campo <0.1%.
Etapa 6: Trabajo en frío y acabado (01:00-02:00 por pieza)
Después del recocido, las pantallas pasan por un acabado de precisión:
- Pulido con llama: Suavizado con llama de los bordes cortados (elimina microgrietas)
- Molienda: Refinamiento de roscas utilizando ruedas de diamante
- Lavado: Limpieza ultrasónica con agua desionizada (elimina partículas)
- Recubrimiento: Metallización al vacío opcional o grabado ácido
Etapa 7: Verificación de Calidad (00:30-01:00 por pieza)
Cada pantalla de vidrio soplado a mano sometido a inspección 100%:
- Dimensional: Muestreo con CMM (Máquina de Medición por Coordenadas)
- Óptico: Verificación de transmitancia con espectrofotómetro
- Mecánico: Pruebas de par (≥1.5N·m para roscas G9)
- Térmico: Pruebas de choque térmico de control aleatorio (-20°C a +150°C)
Capítulo 3: Fabricación de Pantallas de Vidrio Prensado—Eficiencia Industrial
Cuando la Mecanización Tiene Sentido
Fabricación de pantallas de lámparas de vidrio prensado satisface diferentes necesidades del mercado. Comprender sus capacidades y limitaciones ayuda a los profesionales de la iluminación a tomar decisiones de abastecimiento informadas.
El Proceso de Prensado
- Fusión de Vidrio: Materiales en lote fundidos en horno de tanque continuo (1,400-1,500°C)
- Formación de gob: Porciones de vidrio precisas cortadas en moldes
- Prensado: El émbolo mecánico forma la forma bajo presión de 5-20 MPa
- Recocido: Procesamiento en lehr con cinta transportadora (más rápido que el soplado a mano debido al grosor uniforme)
- Automatización: Manipulación robótica para producción de alto volumen
Ventajas del vidrio prensado:
- Costo unitario: 40-60% más bajo que el soplado a mano a volumen (>5,000pcs)
- Consistencia dimensional: ±0.3mm típico (mejor que el soplado a mano para formas simples)
- Velocidad de producción: 10-30 piezas por minuto frente a 4-8 por hora soplado a mano
- Características internas complejas: Detalles moldeados difíciles de lograr a mano
Limitaciones del vidrio prensado:
- Restricciones de forma: Limitado a geometrías de liberación de molde (sin subcortes, pendientes negativas)
- Grosor mínimo de pared: Típicamente 2.5-3mm (vs. 1.5mm alcanzable soplado a mano)
- Calidad óptica: Marcas de molde y líneas de enfriamiento visibles; claridad inferior
- Rendimiento térmico: Composición de soda-lima común (impulsada por costos); prensado de borosilicato raro debido al costo del material y vida útil más corta del molde
- Personalización: Costo de nuevo molde $5,000-15,000 vs. $500-2,000 para desarrollo de patrón soplado a mano
Capítulo 4: Comparación Definitiva—Pantalla de Lámpara Soplada a Mano vs Vidrio Prensado
Matriz de Decisión Técnica para Profesionales de Iluminación
Caso del Cliente: La Decisión de West Elm
Cuando el equipo de iluminación de West Elm desarrolló su “Colección Artesanal” en 2021, se enfrentaron a la pantallas de vidrio soplado a mano vs pantallas de vidrio prensado decisión para una línea de colgantes que apunta a precios de venta al por menor de $180-240.
Enfoque Inicial: Vidrio prensado en China a un costo de $4.50/unidad.
Evaluación del Prototipo:
- La distorsión óptica creó “puntos calientes” inconsistentes con la estética de iluminación suave de la marca
- Línea de separación del molde visible incluso después del pulido al fuego
- Riesgo de inventario bloqueado mínimo de 3,000pcs por SKU
Nuestra Solución Propuesta: Borosilicato soplado a mano con eficiencias de producción.
Implementación:
- Desarrollado un equipo artesanal de 6 núcleos dedicado a los patrones de West Elm
- Estandarizadas 4 formas base con 12 variaciones de superficie (color/acabado)
- Logrado $11.20/unidad a 2,000pcs MOQ a través de la optimización de procesos
- Muestreo de 14 días frente a una alternativa prensada de 45 días
Resultado: La colección logró un margen bruto de 34% (frente a la proyección prensada de 28%) debido a la posición premium y a la reducción de descuentos. Las reseñas de los clientes citaron específicamente “hermosa calidad de vidrio” y “carácter artesanal”, diferenciadores imposibles con alternativas prensadas.
Capítulo 5: Capacidades de Pantallas de Lámpara de Vidrio Personalizadas—Más Allá de la Producción Estándar
La Ingeniería de Componentes de Iluminación a Medida
Verdadero pantalla de vidrio personalizada la fabricación requiere capacidades que van mucho más allá de las selecciones del catálogo. El equipo de ingeniería de nuestra fábrica se especializa en traducir las visiones de los diseñadores de iluminación en productos manufacturables y certificados.
Dimensiones de Personalización
1. Complejidad Geométrica
Estudio de Caso: El Colgante “Meteor”
Un diseñador de iluminación con sede en Nueva York conceptualizó un pantalla de lámpara de doble pared de vidrio borosilicato personalizado que se asemeja a un meteorito capturado—textura de superficie irregular, forma asimétrica, degradado ámbar interno y casquillo cerámico G9 integrado.
Desafíos de Ingeniería:
- Textura de superficie: Se desarrolló un molde personalizado con irregularidades mecanizadas por CNC para la transferencia parcial del patrón durante el soplado
- Color degradado: Técnica de vidrio en capas con ahumado interno de oro
- Integración del casquillo: Coincidencia de expansión térmica de borosilicato a cerámica (cerámica Al₂O₃ seleccionada para compatibilidad de 7.2×10⁻⁶/K)
- Integridad estructural: El análisis FEA confirmó un grosor mínimo de pared de 3 mm en concentraciones de tensión
Cronograma de Desarrollo:
- Semana 1: prototipo a escala completa impreso en 3D para validación de forma
- Semana 2-3: pruebas de soplado de vidrio (12 iteraciones)
- Semana 4: pruebas de seguridad eléctrica (preliminar UL 1598)
- Semana 5: aprobación de muestra de producción
Producción: 180 unidades en 6 formas únicas (30 cada una), entregadas en 8 semanas. Precio de venta $680, logrando un margen bruto de 62% para la marca.
Opciones de Ingeniería de Superficies
Capítulo 6: Sistemas de Calidad en la Fabricación Profesional de Pantallas de Lámparas
Del Banco Artesanal a la Certificación Global
Un profesional de pantallas de lámparas de vidrio debe cerrar la brecha entre la tradición artesanal y los estándares de calidad industrial. Nuestro sistema de gestión integrado demuestra este equilibrio.
Arquitectura de Calidad de Tres Niveles
Nivel 1: Autoinspección Artesanal
- Verificación dimensional en tiempo real utilizando calibres de go/no-go
- Identificación visual de defectos (semillas, piedras, comprobaciones)
- Autoridad de retrabajo o rechazo inmediato
Nivel 2: Control de Calidad del Proceso
- Medición del grosor de pared láser en línea (100%)
- Verificación de curva de recocido (registro de datos de termopar)
- Inspección de calibres de rosca (calibre de enchufe G9, GO/NO-GO)
Nivel 3: Aseguramiento de Calidad Final
- Muestreo dimensional CMM (AQL 1.0)
- Verificación de transmitancia óptica (espectrofotómetro)
- Pruebas de choque térmico en puntos (lote 10%)
- Validación de par (muestreo estadístico)
Estudio de caso: Cumplimiento de Marriott International
Cuando se designó como un pantalla de vidrio personalizada proveedor para las renovaciones de lujo de Marriott (2022-2024), nos sometimos a una auditoría exhaustiva de la cadena de suministro:
Resultados de la auditoría:
- Calidad: Cero no conformidades
- Social: Brechas menores en la documentación (corregidas en 48 horas)
- Ambiental: Programa ejemplar de reciclaje de vidrio (tasa de recuperación 95%)
Requisitos continuos:
- Inspecciones trimestrales de terceros
- COA de lote con trazabilidad completa
- Retención de registros de 10 años para responsabilidad
Resultado: Aprobado para implementación global en más de 340 propiedades, con un valor de contrato anual de $2.3M.
Capítulo 7: El futuro de la fabricación de pantallas de lámparas de vidrio
Innovación en la tradición
Como una empresa con visión de futuro de pantallas de lámparas de vidrio, estamos invirtiendo en tecnologías que mejoran—en lugar de reemplazar—la artesanía artesanal.
Integración digital:
- Escaneo 3D: Cada muestra maestra digitalizada para la consistencia de producción global
- Visualización AR: Los clientes previsualizan diseños personalizados en sus entornos antes de la producción
- Recocido IoT: Monitoreo en tiempo real del horno con mantenimiento predictivo
Avances en materiales:
- Compuesto de borosilicato-nano: Resistencia al impacto mejorada para aplicaciones críticas de transporte
- Filtrado selectivo de luz: Corte UV/IR integrado sin degradación del recubrimiento
Liderazgo en sostenibilidad:
- Pruebas de fusión eléctrica: Reducción de la dependencia del gas natural (objetivo de reducción de carbono 60% para 2030)
- Agua en circuito cerrado: Procesamiento de cero descarga líquida
- Refractarios bio-basados: Eliminación de materiales que contienen cromo
Conclusión: Elegir a su socio de fabricación de pantallas de lámpara de vidrio
La diferencia entre el vidrio de mercancía y los componentes de iluminación excepcionales radica en los detalles explorados a lo largo de este artículo, desde la precisión de la curva de recocido hasta la inversión en capacitación artesanal, desde la disciplina en la especificación de materiales hasta la capacidad de ingeniería de personalización.
Al evaluar un de pantallas de lámparas de vidrio, exija evidencia de:
- Profundidad técnica: ¿Pueden explicar borosilicato vs. vidrio de sodio-lima a nivel molecular?
- Infraestructura de calidad: Control de calidad en tres niveles con control estadístico de procesos?
- Agilidad en la personalización: Prototipado rápido sin costos no recurrentes prohibitivos?
- Moneda de certificación: Auditorías actuales, no certificados caducados?
- Experiencia en aplicaciones: ¿Comprensión de la integración térmica, óptica y mecánica?
Dentro de nuestra fábrica, estas no son afirmaciones de marketing, son la realidad operativa diaria. Ya sea que necesite pantallas de vidrio soplado de alta calidad para proyectos de hospitalidad boutique o ingeniería pantallas de vidrio borosilicato de doble pared personalizadas para aplicaciones de iluminación técnica, la metodología de fabricación debe servir a su intención de diseño y requisitos de rendimiento.
Invitamos a los profesionales de la iluminación a experimentar la diferencia de primera mano. Programe un recorrido virtual por la fábrica, solicite muestras técnicas o inicie una consulta de diseño. La luz perfecta merece nada menos que la excelencia en la fabricación.
Apéndice técnico: Referencia rápida de especificaciones
Propiedades del vidrio borosilicato estándar (equivalente a SCHOTT DURAN®)
- Densidad: 2.23 g/cm³
- Módulo de Young: 64 GPa
- Relación de Poisson: 0.20
- Índice de refracción (nD): 1.474
- Número de Abbe: 65
- Dureza Knoop: 480
Especificaciones de rosca G9 (IEC 60061-1)
- Designación de rosca: G9
- Paso: 1.0 mm
- Clase de tolerancia: 6H (interna)
- Par mínimo: 1.5 N·m
- Par máximo: 3.0 N·m (protección contra sobrepar)
Tolerancias típicas de pantallas de vidrio personalizadas
- Dimensional: ±1.0mm (soplado a mano), ±0.5mm (prensado)
- Grosor de pared: ±0.5mm (soplado a mano), ±0.3mm (prensado)
- Peso: ±5%
- Color: ΔE<1.5 (vs. estándar maestro)
¿Listo para especificar su próximo proyecto de pantalla de vidrio personalizada? Contacte a nuestro equipo de ingeniería para una consulta de DFM o solicite muestras para evaluar nuestra calidad de fabricación de primera mano.