Engineering glass shade packaging uses die-cut cross-linked polyethylene foam cavity inserts matched to each dome or prismatic shade profile, providing 50 mm minimum wall cushioning on all six faces, with individual corrugated inner boxes and a master export carton rated to ISTA 2A drop and vibration testing.

Engineering glass shades — opal dome pendants, prismatic Holophane-style shades, deep bowl reflector covers, and industrial tube guards — are heavier, thicker-walled, and geometrically more complex than standard decorative glass globes. A 14-inch opal dome shade weighs 1.2–1.8 kg. A large prismatic industrial shade can reach 2.5 kg. The deep dome geometry concentrates all drop energy at a small contact area at the dome’s crown or rim — exactly where the glass is most vulnerable.
Engineering glass shade packaging must address three problems that generic box-and-foam approaches fail to solve for industrial glass shapes: point contact stress at the crown of a deep dome, gallery ring rim impact on edge drops, and the weight-per-unit that drives larger foam cushion thickness requirements than standard decorative shade packaging.
Why Engineering Glass Shades Need Purpose-Designed Packaging
Engineering glass shades differ from standard decorative globes in several ways that directly affect packaging requirements:
Geometry. An opal dome shade is not a sphere — it is a truncated hemisphere with a flat or flanged gallery ring opening at the top and a curved dome body below. Unlike a sphere that contacts flat foam at a single tangent point, a dome contacts foam at two distinct geometries: the flat rim of the gallery ring flange, and the curved dome surface. Neither contacts flat foam efficiently without a die-cut cavity.
Wall thickness. Engineering glass shade walls are typically 6–10 mm thick versus 4–6 mm for standard decorative globes. The greater wall thickness means more mass per unit of glass — a 14-inch opal dome weighs approximately 60% more than a 14-inch thin-wall decorative globe of the same diameter.
Glass type. Borosilicate glass (used in quality engineering shades) has excellent thermal shock resistance but is not inherently more impact-resistant than soda-lime glass — the compressive surface stress of tempered glass that improves impact resistance is absent in annealed borosilicate. A borosilicate dome that survives decades of thermal cycling in the field will shatter from an unprotected corner drop in shipping.
Gallery ring rim. The gallery ring rim (the flat outer flange at the top of the dome shade) is a thin, flat glass surface exposed to direct impact on any drop that inverts the shade. The gallery ring rim is the first failure point in inadequately packaged engineering glass shade shipments.
Packaging Materials for Engineering Glass Shade Shipping
Cross-Linked Polyethylene (XLPE) Foam for Heavy Glass
Standard EPE (expanded polyethylene) foam in 18–22 kg/m³ density is adequate for decorative globes under 500g. For engineering glass shades in the 1.2–2.5 kg range, cross-linked polyethylene (XLPE) foam at 30–40 kg/m³ density provides higher energy absorption per unit volume, allowing thinner walls to deliver equivalent protection — important for keeping package dimensions manageable when the glass shade itself is already large.
For a 14-inch opal dome shade (1.5 kg), the XLPE foam density should be selected to provide a peak deceleration below 25G on a 60 cm drop — the threshold below which borosilicate and tempered glass breakage probability drops below 2%. At 30 kg/m³ density and 50 mm wall thickness, XLPE foam in a 14-inch dome application achieves this target on the flat bottom drop. The critical design challenge is the gallery ring rim.
Gallery Ring Rim Protection
The gallery ring rim — the flat flanged perimeter at the top of the dome shade — requires dedicated cushioning. A generic top foam pad placed above the flat gallery ring surface provides adequate flat-top drop protection but fails on edge and corner drops that direct energy into the rim’s thickness rather than its face.
The correct gallery ring protection is a channel foam ring — a XLPE foam ring with a channel cross-section that captures the gallery ring rim from both sides (inner and outer). The channel foam ring:
1. Prevents the rim from contacting the inner box wall on any edge drop orientation
2. Distributes impact load across the rim circumference rather than concentrating it at a single rim segment
3. Maintains the shade in the correct orientation within the inner box during vibration testing
Channel foam ring density: 30–35 kg/m³ XLPE. Ring channel depth: equal to the gallery ring rim thickness plus 3 mm clearance. Ring outer diameter: equal to inner box inner width.
Die-Cut Foam Cavity Inserts
For engineering glass shades where production volume justifies tooling (typically 200+ units per run), die-cut foam cavity inserts provide the best protection-per-unit-volume of any packaging approach.
A die-cut cavity insert for an opal dome shade is a two-piece system:
– Lower cavity block: XLPE foam block with a hemispherical cavity matched to the dome’s outer profile — providing full-surface contact with the curved glass body rather than point contact
– Channel foam ring: XLPE ring for gallery rim protection
– Upper closure pad: flat or profiled foam pad covering the gallery ring from above
This system fully constrains the glass shade in all six degrees of freedom, preventing both translation and rotation that would cause the shade to rock and impact the inner box wall during vibration sequences.
According to foam packaging industry standards referenced by ISTA (International Safe Transit Association), die-cut cavity packaging for fragile products reduces breakage rates by 60–80% compared to loose-fill or flat foam approaches for shapes with curved surfaces and rim vulnerability.
Inner Box Specification for Engineering Glass Dome Shades

Inner box dimensions (for a 14-inch dome shade, 340 mm outer diameter, 210 mm height):
– Inner box inner width: 440 mm (dome diameter + 50 mm each side)
– Inner box inner depth: 440 mm (dome diameter + 50 mm each side, dome is circular)
– Inner box inner height: 360 mm (shade height + 50 mm below + channel ring height above)
Corrugated specification: Double-wall BC-flute for dome shades over 1 kg gross weight per unit. The inner box carries the weight of the glass shade plus the XLPE foam insert — for a 14-inch shade, this is approximately 2.5–3 kg per inner box. Double-wall BC-flute at 32 ECT provides adequate box compression and puncture resistance at this weight.
Per ASTM D4169 performance testing for shipping containers, the inner box must maintain structural integrity through the atmospheric conditioning cycle (72 hours at 38°C/90% RH for tropical export, or 72 hours at -18°C for cold-climate distribution) before drop testing. Double-wall corrugated maintains structure through these conditions; single-wall corrugated may not for shades above 1.5 kg.
Inner box closure: Full-overlap flaps, double-taped on all four flap joints. For export shipments, heat-seal polyethylene film wrapping of the individual inner box (before master carton packing) provides moisture resistance during ocean freight humidity exposure.
Master Carton Specification for Engineering Glass Shade Export
Multiple inner boxes pack into a master export carton for container shipping. Engineering glass shades are heavier per unit than decorative globes, which reduces the number of units per master carton before the carton exceeds manual handling weight limits (20 kg maximum recommended for manual warehouse handling).
For 14-inch opal dome shades at 3 kg per inner box (glass + foam + inner box):
– 4 units per master carton: 12 kg glass + 2 kg packaging = 14 kg gross — within manual limit
– 6 units per master carton: 18 kg glass + 3 kg packaging = 21 kg gross — exceeds manual limit
The 4-unit configuration is the standard for large engineering glass dome shades.
Master carton corrugated specification:
– BC-flute double-wall, 44 ECT for cartons in the 10–20 kg gross weight range
– Master carton inner dimensions: 2 × 2 inner box arrangement, with 5 mm corrugated divider pad between inner boxes
– Bottom reinforcement: additional corrugated pad glued to the master carton bottom (double thickness) to resist repeated floor handling
Stacking performance: A master carton containing 4 large dome shades must support 3–4 cartons stacked above it in a warehouse column. The 44 ECT double-wall corrugated provides a box compression strength (BCT) of approximately 1,400 N — adequate for 4-high stacking of 14 kg cartons with standard safety margin.
According to TAPPI corrugated packaging test methods, BCT is measured per TAPPI T804 — request BCT test certificates from your corrugated supplier for export cartons above 10 kg gross weight.
ISTA 2A Test Protocol for Engineering Glass Shade Packaging
The International Safe Transit Association’s ISTA Project 2A is the standard reference for verifying that engineering glass shade packaging is adequate for distribution via common carrier or container shipping.
The 2A protocol sequence:
1. Atmospheric conditioning (temperature and humidity cycling)
2. Random vibration (simulates truck and rail transport)
3. Resonance dwell vibration
4. 18-position drop sequence at 60 cm drop height
5. Compression test (simulates warehouse stacking)
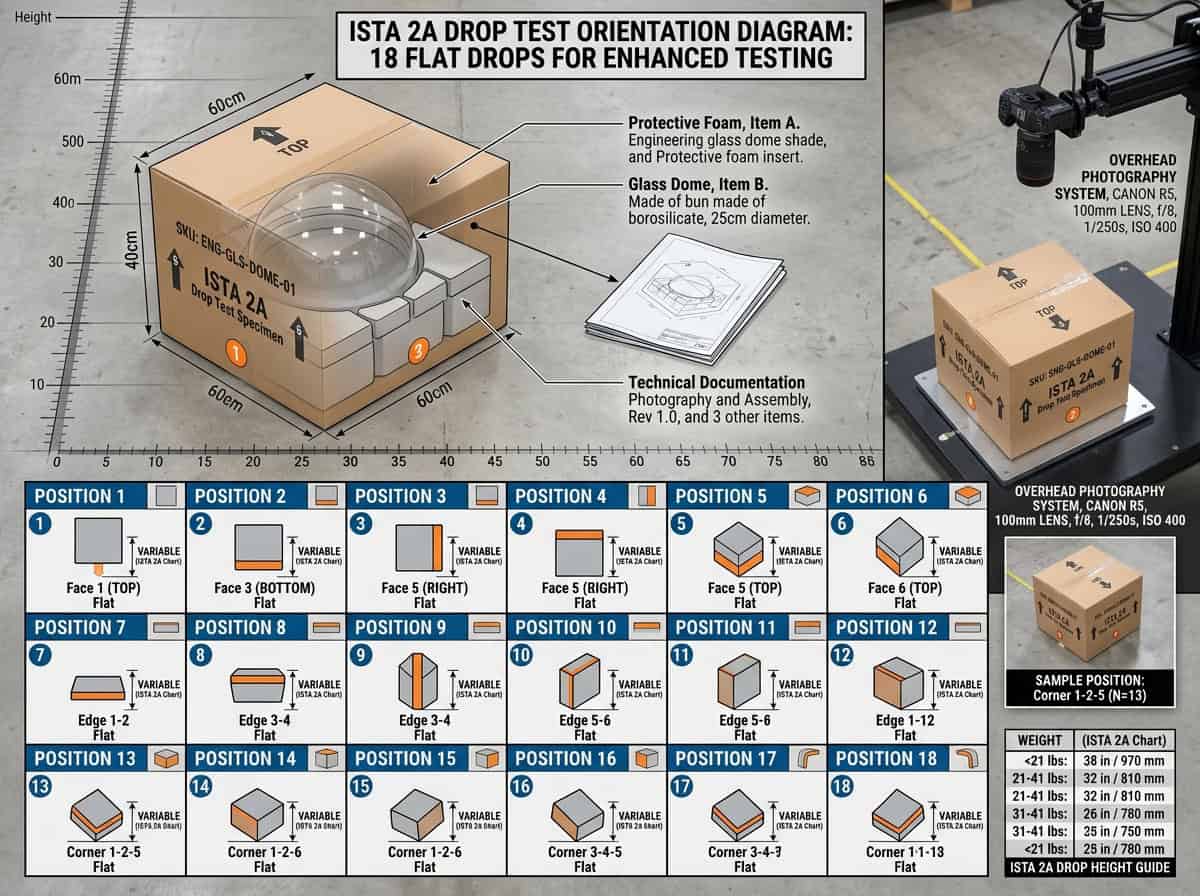
For engineering glass dome shades, the critical ISTA 2A drops are:
Flat bottom drop (position 1): Tests the lower cavity block’s ability to absorb impact through the dome crown. At 60 cm, this generates approximately 45–50G at the crown contact point for a 1.5 kg shade. XLPE foam at 30 kg/m³ density and 50 mm thickness reduces this to approximately 20–25G — below the fracture threshold for borosilicate glass.
Flat top drop (position 2): Tests the channel foam ring’s ability to protect the gallery ring rim. The rim receives concentrated impact on the top drop — the most common failure mode for dome shades without channel ring protection.
Edge drop on the gallery ring side (position 5): The highest-energy event for rim protection. Tests whether the channel ring maintains sufficient standoff distance between the rim and the inner box wall at 60 cm drop height.
Corner drop (positions 13–18): Tests the overall foam cavity’s ability to prevent direct glass-to-inner-box-wall contact at extreme orientations. The XLPE cavity insert must maintain 25 mm minimum foam wall thickness at the corners after settling during vibration conditioning.
Target breakage rate at ISTA 2A specification: ≤1.5% for borosilicate dome shades. Standard decorative globes in flat foam packaging typically achieve 6–12% breakage on the ISTA 2A corner drop sequence without cavity foam.
Sample vs. Production Run Packaging for Engineering Glass Shade Shipments
The MadPoly case study (a foam packaging manufacturer cited for designer lighting sample packaging) correctly identifies the sample shipment use case — seven different fixtures shipped to salesforce in a single container requiring a “WOW” factor for unboxing. This is a valid but different context from production run export packaging.
Sample shipments (7–50 units, mixed sizes):
– Die-cut foam cavity for each individual shade profile
– Black XLPE foam or convoluted foam top layer for premium presentation
– Rigid carry case or handled corrugated box for the full sample set
– Cost per unit: $8–25 depending on foam complexity and case type
Production run export (50–2,000+ units, single shade specification):
– Standardized die-cut foam insert (same cavity for all units in the run)
– Individual corrugated inner boxes, master export cartons, pallet configuration
– ISTA 2A tested packaging configuration documented for the specific shade + foam combination
– Cost per unit: $1.50–4.00 all-in packaging cost
The production run packaging documentation — including the ISTA 2A test report, box drawings, and foam density specifications — is the deliverable that importers and freight insurers require for commercial glass shade export programs.
Frequently Asked Questions
What is the best packaging for engineering glass dome shades?
Die-cut XLPE foam cavity inserts (30–40 kg/m³) matched to the dome profile, with a channel foam ring protecting the gallery ring rim, 50 mm foam clearance on all six faces, double-wall BC-flute inner box, and a 44 ECT double-wall master export carton. This configuration achieves sub-2% breakage rates on ISTA 2A testing for opal dome shades in the 1–2.5 kg weight range.
What foam density should be used for engineering glass shade packaging?
Cross-linked polyethylene (XLPE) foam at 30–40 kg/m³ density for engineering glass shades over 1 kg. Standard EPE foam at 18–22 kg/m³ is adequate for decorative globes under 500g but bottoms out too quickly for heavy borosilicate or opal dome shades, transmitting peak impact force directly to the glass on the ISTA 2A corner drop sequence.
How many engineering glass dome shades fit in a master export carton?
For large dome shades (12–16 inch diameter, 1.2–1.8 kg glass weight), 4 units per master carton is the standard configuration — keeping gross weight below 15 kg for manual handling. For smaller pendant shades (8–10 inch, 400–700g), 6–8 units per carton is achievable within the weight limit. Configure for the lightest unit count that keeps gross weight below 20 kg.
Does engineering glass shade packaging need ISTA testing?
For export shipments via container or common carrier to commercial distributors and installers, ISTA 2A test reports are the industry standard for packaging validation and are increasingly required by importers and freight insurers. For domestic parcel carrier shipments, ISTA 3H (parcel carrier simulation) is more appropriate. Packaging should be tested with actual production glass shades — not empty boxes — before the packaging configuration is finalized.
How should the gallery ring rim be protected in packaging?
The gallery ring rim requires a channel foam ring — a XLPE foam ring with a channel cross-section that captures the rim from both inner and outer faces. A flat foam pad placed above the gallery ring face protects against flat-top drops but fails on edge drops that direct energy into the rim’s thickness. The channel ring is the critical difference between standard lamp shade packaging and engineering glass shade packaging.
Can I use the same packaging for opal dome shades and prismatic Holophane shades?
Not without modification. Prismatic glass shades have a ribbed or faceted exterior that affects how the foam cavity seats against the glass surface — the die-cut cavity must account for the prism geometry. An opal dome cavity will contact a prismatic shade at the prism peaks only, creating point contact rather than surface contact. Specify a separate die-cut cavity for each distinct shade profile in a multi-product export program.
What is the minimum foam wall thickness for engineering glass shade packaging?
50 mm on all six faces for shades over 500g gross weight. At 50 mm XLPE foam (30 kg/m³ density), the peak deceleration on a 60 cm drop from flat-bottom orientation is approximately 20–25G for a 1.5 kg shade — below the 30G fracture threshold for quality borosilicate glass. For shades over 2 kg, increase to 60 mm minimum wall thickness to maintain the peak G target.

Conclusion
Engineering glass shade packaging requires purpose-designed die-cut foam cavities matched to the specific dome or prismatic shade profile — not generic flat foam and loose fill that works for lighter decorative glass. The gallery ring rim protection, achieved through the channel foam ring, is the single packaging element most often missing from inadequate configurations, and its absence is the primary cause of rim fractures in otherwise well-cushioned dome shade shipments.
The specification that achieves sub-2% breakage rates on ISTA 2A: 30–40 kg/m³ XLPE foam cavity insert, channel ring at the gallery rim, 50 mm minimum foam wall on all six faces, double-wall BC-flute inner box, 44 ECT master export carton. Document the configuration with an ISTA 2A test report before production approval.
For engineering glass dome shade manufacturing in borosilicate and opal construction with ISTA-tested packaging programs for commercial export, jxlampshade.com provides complete packaging design and documentation as part of every production order.