
Der vollständige Leitfaden zur Herstellung von Glasschirmleuchten
Ein technischer Einblick in handgeblasene vs. gepresste Glasproduktion, individuelle Gestaltungsmöglichkeiten und Qualitätsansprüche
Einleitung: Die verborgene Komplexität hinter jedem perfekten Licht
Wenn Sie eine maßgeschneiderte Glashülsenlampenschirm in Ihren Händen halten, halten Sie nicht nur ein Beleuchtungsaccessoire – Sie halten die Krönung jahrhundertelanger Glasmacherkunst, verbunden mit präziser moderner Technik. Als Hersteller von Glashülsenlampenschirmen im Schnittpunkt von handwerklicher Kunstfertigkeit und industrieller Massenproduktion tätig, haben wir über zwei Jahrzehnte damit verbracht, das Gleichgewicht zwischen ästhetischer Schönheit und technischer Leistung zu perfektionieren.
Dieser Artikel enthüllt, was tatsächlich in einer professionellen Leuchtenschirmfabrik. passiert. Ob Sie ein Lichtdesigner sind, der sucht maßgeschneiderte Borosilikat-Glashülsenlampenschirme mit Doppelwand, ein Leuchtenhersteller, der Lieferanten bewertet, oder ein Beschaffungsfachmann, der Qualitätsstandards prüft – Sie werden die entscheidenden Unterschiede entdecken, die außergewöhnliche Glasschirmleuchten von Massenprodukten unterscheiden.
Wir werden jede Phase der Herstellungsprozess von Glasschirmleuchten, untersuchen, definitive technische Vergleiche zwischen handgeblasenen und gepressten Glasschirmleuchten anstellen, und reale Kundenfälle teilen, die zeigen, wie die Herstellungsweise den Erfolg Ihres Projekts direkt beeinflusst.
Kapitel 1: Die Grundlage—Materialwissenschaft in der Herstellung von Glasschirmleuchten
Warum Borosilikatglas die professionelle Beleuchtung dominiert
Bevor irgendein Glas den Blasrohr oder die Form berührt, bestimmt die Materialauswahl 70% der Endproduktleistung. Professionelle Hersteller von Glaslampenschirmen spezifizieren Materialien basierend auf thermischen, optischen und mechanischen Anforderungen—nicht nur auf Kosten.
Borosilikatglas 3.3 hat sich zum Goldstandard für hochwertige Beleuchtungsanwendungen entwickelt. Seine Zusammensetzung—ungefähr 81% Siliciumdioxid, 13% Borsäure, 4% Natrium-/Kaliumoxid und 2% Aluminiumsäure—schafft ein dreidimensionales Netzwerk, das grundlegend anders ist als herkömmliches Soda-Lime-Glas.
Fallstudie: Thermischer Ausfall bei Hotelkette
Im Jahr 2019 wandte sich eine Boutique-Hotelgruppe aus Südostasien an uns, nachdem sie einen katastrophalen Ausfall von Soda-Kalk-Glasschirmen in ihren Strandhotels erlebt hatte. Ihre ursprüngliche Hersteller von Glashülsenlampenschirmen hatte Standardglas zur Kosteneinsparung spezifiziert. Innerhalb von sechs Monaten entwickelten 23 % der Schirme thermische Risse durch Klimaanlagenzyklen (Innen 18°C vs. Außen 35°C plus 60W Halogenwärme).
Unser Ingenieurteam führte eine thermische Simulation durch und empfahl maßgeschneiderte Borosilikat-Glashülsenlampenschirme mit Doppelwand. Die Doppelwandkonstruktion schuf einen thermischen Puffer, der die Außentemperatur von 89°C auf 41°C reduzierte, während der niedrige Ausdehnungskoeffizient von Borosilikat thermische Schockausfälle eliminierte. Fünf Jahre später waren keine Ersatzteile erforderlich, im Vergleich zu über 340 beim ursprünglichen Standard.
Kapitel 2: Herstellung handgeblasener Glaslampenschirme – Die Methode des Kunsthandwerkers
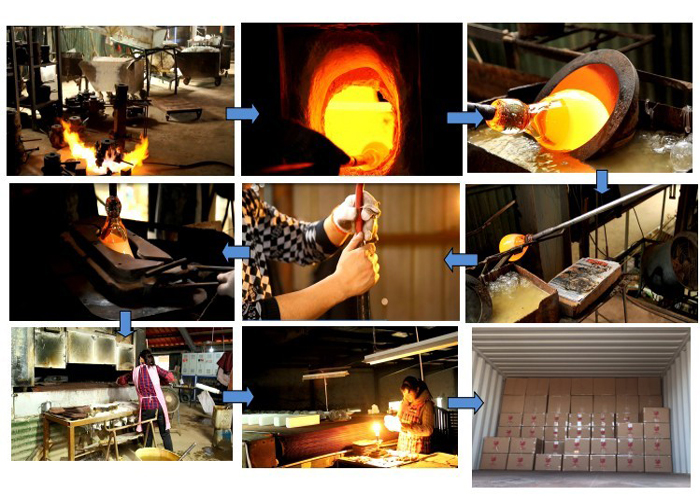
Der siebenstufige Präzisionsprozess
Handgeblasene Glaslampenschirmherstellung stellt den Höhepunkt der Glaskunst dar und erfordert 8–15 Jahre zur Meisterung. Im Gegensatz zu romantisierten Vorstellungen spontaner Kunst folgt die professionelle Produktion strengen wissenschaftlichen Protokollen.
Stufe 1: Chargenvorbereitung und Befüllung (00:30–01:00 pro Charge)
Unsere Fabrik erhält Borosilikatglasrohre von zertifizierten Lieferanten (hauptsächlich SCHOTT Deutschland und ausgewählte chinesische Hersteller, die ASTM E438 erfüllen). Jede Charge wird einer Eingangskontrolle unterzogen für:
- Maßtoleranz: Außendurchmesser ±0,2 mm, Wandstärke ±0,1 mm
- Spannungsdoppelbrechung: <20 nm/cm (Polariscope-Test)
- Keimzahl: <0,5 Keime/kg (mikroskopische Untersuchung)
- Chemische Zusammensetzung: XRF-Verifizierung gemäß Analysezertifikat
Die Rohre werden mit Diamant-Radschneidern und CNC-Positionierung auf berechnete Längen zugeschnitten, um optimale Materialausbeute und thermische Massenkonsistenz für den Blasprozess zu gewährleisten.
Stufe 2: Erhitzen und Sammeln (02:00-04:00 pro Stück)
Das Hersteller von Glashülsenlampenschirmen‘Der Handwerker platziert den Rohrabschnitt in einen Gas-Sauerstoff-Ofen, der bei 1.150-1.200°C betrieben wird. Kritische Parameter sind:
- Temperaturgleichmäßigkeit: ±5°C im Heizbereich (thermoelementüberwacht)
- Einweichzeit: Genau berechnet basierend auf Glasmasse und Wandstärke
- Drehzahl: 15-30 U/min für gleichmäßige Wärmeverteilung
Das Glas wechselt vom festen, starren Zustand in eine viskose Flüssigkeit (Viskosität ~10⁴ dPa·s), was Manipulationen ermöglicht. Dieser “Arbeitsbereich” ist eng — etwa 150°C — und erfordert präzises Timing von Experten.
Stufe 3: Blasen und Formen (03:00-08:00 pro Stück)
Hier wird handgeblasenen und gepressten Glashülsenlampenschirmen der Unterschied deutlich. Der Handwerker befestigt das erhitzte Glas an einer Blasrohr und führt gleichzeitig Druckluft (0,2-0,4 MPa) zu, während er die Form mit traditionellen Werkzeugen formt:
- Block: Nass-Kirschholzwerkzeug für die erste Formgebung
- Jack: Klingenwerkzeug für Halsdefinition und Gewindevorbereitung
- Paddle: Flaches Kohlenstoffwerkzeug zum Flachdrücken des Bodens
- Tagliol: Schere zum Trimmen überschüssigen Glases
Technische Präzision beim Mundblasen:
Für ein maßgeschneiderte Glashülsenlampenschirm mit 180 mm Durchmesser × 150 mm Höhe muss der Handwerker erreichen:
- Wandstärkenvariation: <±0,5 mm (gemessen mit Ultraschallmessgerät)
- Symmetrieabweichung: <1,5 mm von der Mittelachse (Laser-Ausrichtungsprüfung)
- Oberflächenfehlerquote: <2% (visuelle Inspektion bei 500 Lux)
Diese Toleranzen sind bemerkenswert angesichts der manuellen Natur des Prozesses und zeigen, warum erfahrene Hersteller von Glaslampenschirmen eine Premium-Positionierung erzielen.
Stufe 4: Gewindeformung (01:30-03:00 pro Stück)
Das Glas G9 Schraubgewinde erfordert spezielle Technik. Während der Lampenschirmkörper am Blasrohr verbleibt, wird der Halsbereich erneut erhitzt und mit präzisen Graphitwerkzeugen geformt, die nach ISO 965-1 Klasse 6H gefertigt sind.
Unsere Meisterhandwerker erreichen Gewindetoleranzen von:
- Außendurchmesser: +0/-0,12 mm
- Teilungsdurchmesser: +0/-0,09 mm
- Kerndurchmesser: +0,18/-0mm
Diese Präzision gewährleistet eine nahtlose Integration mit Metalllampenfassungen—entscheidend für Leuchtenhersteller, die eine zuverlässige Montage benötigen.
Stufe 5: Anlassen (Kritischer Qualitätsfaktor)
Unmittelbar nach dem Formen handgeblasene Glasschirm enternt der Anlasstunnel—ein genau temperaturgeregelter Brennofen, in dem Spannungsabbau über 48-72 Stunden erfolgt.
Die Wissenschaft des Anlassens:
Glas, das über seinem Spannungsbereich (510°C für Borosilikat) geformt wurde, enthält eingefrorene Spannungen durch schnelles Abkühlen. Ohne richtiges Anlassen verursachen diese Spannungen spontane Risse während des Betriebs—besonders gefährlich bei Beleuchtungsanwendungen mit thermischem Zyklus.
Unser Anlassthermogramm folgt diesem Protokoll:
- Halten bei Anlasstemperatur (560°C): 30 Minuten zur Spannungsrelaxation
- Geregeltes Abkühlen: 2-5°C/Stunde durch den Spannungsbereich (560-490°C)
- Schnelleres Abkühlen: 20°C/Stunde bis Raumtemperatur
Diese 72-Stunden-Investition—im Vergleich zu 4-6 Stunden bei Massenproduktion—erklärt, warum professionelle maßgeschneiderte Glashülsenlampenschirm Lieferanten <0,1% Feldausfallraten erreichen.
Stufe 6: Kaltverformung und Oberflächenbearbeitung (01:00-02:00 pro Stück)
Nach dem Anlassen durchlaufen die Schirme eine präzise Oberflächenbearbeitung:
- Feuerpolieren: Flammenglätten der Schnittkanten (beseitigt Mikrorisse)
- Schleifen: Gewindeverfeinerung mit Diamantscheiben
- Waschen: Ultraschallreinigung mit deionisiertem Wasser (entfernt Partikel)
- Beschichtung: Optionale Vakuummetallisierung oder Säureätzung
Stufe 7: Qualitätsprüfung (00:30-01:00 pro Stück)
Jedes handgeblasene Glasschirm unterzieht sich einer 100%igen Inspektion:
- Maßlich: CMM (Koordinatenmessmaschine) Stichprobenprüfung
- Optisch: Spektralphotometer-Transmissionsprüfung
- Mechanisch: Drehmomentprüfung (≥1,5N·m für G9-Gewinde)
- Thermisch: Stichprobenartige Thermoschockprüfung (-20°C bis +150°C)
Kapitel 3: Herstellung von gepressten Glaslampenschirmen – Industrielle Effizienz
Wann Mechanisierung sinnvoll ist
Herstellung von gepressten Glasschirmen dient unterschiedlichen Marktbedürfnissen. Das Verständnis seiner Fähigkeiten und Grenzen hilft Lichtfachleuten, fundierte Beschaffungsentscheidungen zu treffen.
Der Pressvorgang
- Glasseschmelzen: Chargematerialien im kontinuierlichen Tankofen geschmolzen (1.400-1.500°C)
- Kugelbildung: Präzise Glasscheibenportionen in Formen geschnitten
- Pressen: Mechanischer Kolben formt die Form unter 5-20 MPa Druck
- Glühen: Transportiertes Lehrverfahren (schneller als Handblasung aufgrund gleichmäßiger Dicke)
- Automatisierung: Roboterhandling für die Massenproduktion
Vorteile von Druckglas:
- Stückkosten: 40-60% niedriger als handgeblasenes Glas bei Volumen (>5.000 Stück)
- Maßgenauigkeit: ±0,3 mm typisch (besser als handgeblasenes Glas bei einfachen Formen)
- Produktionsgeschwindigkeit: 10-30 Stück pro Minute vs. 4-8 pro Stunde bei Handblasung
- Komplexe innere Merkmale: In die Form eingearbeitete Details, schwer von Hand zu erreichen
Einschränkungen von Druckglas:
- Formbeschränkungen: Begrenzt auf Entformungsgeometrien (keine Hinterschneidungen, keine negativen Entformungsschrägen)
- Mindestwandstärke: Typischerweise 2,5–3 mm (im Vergleich zu 1,5 mm bei mundgeblasenem Glas möglich)
- Optische Qualität: Formnähte und Kaltlinien sichtbar; geringere Klarheit
- Thermische Leistung: Soda-Kalk-Zusammensetzung üblich (kostengetrieben); Borosilikat-Pressung selten wegen Materialkosten und kürzerer Formlebensdauer
- Individualisierung: Neue Form kostet 5.000–15.000 € vs. 500–2.000 € für die Entwicklung eines mundgeblasenen Musters
Kapitel 4: Endgültiger Vergleich—Mundgeblasener vs. gepresster Glaslampenschirm
Technische Entscheidungs-Matrix für Lichtprofis
Kundenfall: Die West Elm Entscheidung
Als das Beleuchtungsteam von West Elm 2021 ihre “Artisan Collection” entwickelte, standen sie vor der handgeblasenen und gepressten Glashülsenlampenschirmen Entscheidung für eine Pendelleuchtenserie mit Zielpreis 180–240 € im Einzelhandel.
Erster Ansatz: Gepresstes Glas in China zu 4,50 €/Stück Landekosten.
Prototypenbewertung:
- Optische Verzerrungen erzeugten “Hotspots”, die nicht zum weichen Lichtbild der Marke passten
- Formtrennlinie auch nach Feuerpolitur sichtbar
- Mindestens 3.000 Stück pro Artikelnummer als gebundenes Lagerrisiko
Unsere vorgeschlagene Lösung: Handgeblasenes Borosilikat mit Produktionseffizienzen.
Implementierung:
- Entwicklung eines 6-köpfigen Artisan-Teams, das sich auf West Elm-Muster spezialisiert hat
- Standardisierung von 4 Grundformen mit 12 Oberflächenvariationen (Farbe/Oberfläche)
- Erreicht $11,20/Stück bei 2.000 Stück Mindestbestellmenge durch Prozessoptimierung
- 14-tägige Mustererstellung vs. 45-tägige gepresste Alternative
Ergebnis: Die Kollektion erzielte eine Bruttomarge von 34% (vs. 28% gepresste Prognose) aufgrund der Premium-Positionierung und reduzierter Abschläge. Kundenbewertungen hoben speziell die “wunderschöne Glasqualität” und den “artisanalen Charakter” hervor – Differenzierungsmerkmale, die mit gepressten Alternativen unmöglich sind.
Kapitel 5: Maßgeschneiderte Glaslampenschirm-Fähigkeiten – Über die Standardproduktion hinaus
Die Technik maßgeschneiderter Beleuchtungskomponenten
Echte maßgeschneiderte Glashülsenlampenschirm Fertigung erfordert Fähigkeiten, die weit über Katalogauswahlen hinausgehen. Das Engineering-Team unserer Fabrik spezialisiert sich darauf, die Visionen von Lichtdesignern in herstellbare, zertifizierte Produkte umzusetzen.
Anpassungsdimensionen
1. Geometrische Komplexität
Fallstudie: Der “Meteor”-Pendelleuchte
Ein in Deutschland ansässiger Lichtdesigner konzipierte eine kundenspezifischer Borosilikat-Glas-Doppelschirm die einem eingefangenen Meteor ähnelt – unregelmäßige Oberflächentextur, asymmetrische Form, interner bernsteinfarbener Farbverlauf und integrierte G9-Keramikfassung.
Technische Herausforderungen:
- Oberflächentextur: Entwicklung einer kundenspezifischen Form mit CNC-gefrästen Unregelmäßigkeiten für partielle Musterübertragung während des Blasens
- Farbverlauf: Geschichtete Glastechnik mit innerer Goldbedampfung
- Sockelintegration: Borosilikat-zu-Keramik-Anpassung der thermischen Ausdehnung (Al₂O₃-Keramik ausgewählt für 7,2×10⁻⁶/K Kompatibilität)
- Strukturelle Integrität: FEA-Analyse bestätigt 3 mm Mindestwandstärke an Spannungskonzentrationen
Entwicklungszeitplan:
- Woche 1: 3D-gedruckter Prototyp in Originalgröße zur Formvalidierung
- Woche 2-3: Glasbläserversuche (12 Durchläufe)
- Woche 4: Elektrische Sicherheitsprüfung (UL 1598 vorläufig)
- Woche 5: Produktionsmusterfreigabe
Produktion: 180 Einheiten in 6 einzigartigen Formen (je 30 Stück), Lieferung in 8 Wochen. Verkaufspreis $680, Erreichung einer Bruttomarge von 62% für die Marke.
Oberflächenbearbeitungsoptionen
Kapitel 6: Qualitätssysteme in der professionellen Lampenschirmherstellung
Vom Handwerksbetrieb zur globalen Zertifizierung
Ein Profi Hersteller von Glashülsenlampenschirmen muss die Lücke zwischen handwerklicher Tradition und industriellen Qualitätsstandards überbrücken. Unser integriertes Managementsystem zeigt dieses Gleichgewicht.
Dreistufige Qualitätsarchitektur
Stufe 1: Selbstkontrolle des Handwerkers
- Echtzeit-Dimensionalkontrolle mit Gut/Schlecht-Lehren
- Visuelle Fehlererkennung (Blasen, Einschlüsse, Risse)
- Sofortige Nacharbeit oder Ablehnungsbefugnis
Stufe 2: Prozessqualitätskontrolle
- Inline-Lasermessung der Wandstärke (100%)
- Überprüfung der Glühkurve (Thermoelement-Datenaufzeichnung)
- Gewindeprüflehrenkontrolle (G9-Lehrring, GO/NO-GO)
Stufe 3: Endgültige Qualitätssicherung
- CMM-Maßstichproben (AQL 1,0)
- Überprüfung der optischen Transmission (Spektralphotometer)
- Thermoschock-Stichprobenprüfung (10%-Charge)
- Drehmomentvalidierung (statistische Stichprobe)
Fallstudie: Marriott International Konformität
Wenn als maßgeschneiderte Glashülsenlampenschirm Lieferant für Renovierungen der Luxusklasse von Marriott (2022-2024) benannt, unterzogen wir uns umfassenden Lieferketten-Audits:
Audit-Ergebnisse:
- Qualität: Keine Abweichungen
- Soziales: Geringfügige Dokumentationslücken (innerhalb von 48 Stunden behoben)
- Umwelt: Vorbildliches Glasrecyclingprogramm (95% Rückgewinnungsrate)
Laufende Anforderungen:
- Vierteljährliche Inspektionen durch Dritte
- Chargen-COA mit vollständiger Rückverfolgbarkeit
- 10-jährige Aufbewahrungspflicht für Haftungsfälle
Ergebnis: Genehmigt für den globalen Einsatz in über 340 Objekten, mit einem jährlichen Vertragswert von 2,3 Mio. €.
Kapitel 7: Die Zukunft der Herstellung von Glaslampenschirmen
Innovation in Tradition
Als zukunftsorientiertes Unternehmen Hersteller von Glashülsenlampenschirmen, investieren wir in Technologien, die das handwerkliche Können verbessern – nicht ersetzen.
Digitale Integration:
- 3D-Scan: Jedes Mustermodell wird digitalisiert für weltweite Produktionskonsistenz
- AR-Visualisierung: Kunden können individuelle Designs vor der Produktion in ihrer Umgebung ansehen
- IoT-Temperung: Echtzeit-Überwachung des Brennofens mit vorausschauender Wartung
Materialfortschritte:
- Borosilikat-Nanokomposit: Verbesserte Schlagfestigkeit für transportkritische Anwendungen
- Selektive Lichtfilterung: Integrierte UV/IR-Abschaltung ohne Beschichtungsverschlechterung
Nachhaltigkeitsführung:
- Elektrische Schmelzversuche: Reduzierung der Erdgasabhängigkeit (60 % CO2-Reduktionsziel bis 2030)
- Geschlossener Wasserkreislauf: Null-Flüssigkeits-Entsorgung Verarbeitung
- Biobasierte Feuerfestmaterialien: Beseitigung von chromhaltigen Materialien
Fazit: Auswahl Ihres Partners für die Herstellung von Glaslampenschirmen
Der Unterschied zwischen Standardglas und außergewöhnlichen Beleuchtungskomponenten liegt in den Details, die in diesem Artikel untersucht wurden – von der Präzision der Abkühlkurve bis zur Investition in die Ausbildung von Kunsthandwerkern, von der Disziplin bei Materialvorgaben bis zur Fähigkeit zur kundenspezifischen Ingenieursleistung.
Bei der Bewertung eines Hersteller von Glashülsenlampenschirmen, verlangen Sie Nachweise für:
- Technische Tiefe: Können sie Borosilikat vs. Natron-Kalk auf molekularer Ebene erklären?
- Qualitätsinfrastruktur: Dreistufige Qualitätskontrolle mit statistischer Prozessüberwachung?
- Anpassungsfähigkeit: Schnelle Prototypenentwicklung ohne prohibitive NRE-Kosten?
- Zertifizierungsaktualität: Aktuelle Audits, keine abgelaufenen Zertifikate?
- Anwendungskompetenz: Verständnis für thermische, optische und mechanische Integration?
In unserer Fabrik sind dies keine Marketingaussagen – sie sind tägliche operative Realität. Ob Sie handgeblasene Glasschirmleuchten für exklusive Hotelprojekte oder entwickelte maßgeschneiderte Borosilikat-Glashülsenlampenschirme mit Doppelwand für technische Beleuchtungsanwendungen benötigen, die Herstellungsweise muss Ihrer Designabsicht und Ihren Leistungsanforderungen dienen.
Wir laden Beleuchtungsprofis ein, den Unterschied selbst zu erleben. Vereinbaren Sie eine virtuelle Werksbesichtigung, fordern Sie technische Muster an oder starten Sie eine Designberatung. Das perfekte Licht verdient nichts weniger als Fertigungsqualität.
Technischer Anhang: Spezifikationen Schnelle Referenz
Eigenschaften von Standard-Borosilikatglas (SCHOTT DURAN®-Äquivalent)
- Dichte: 2,23 g/cm³
- Elastizitätsmodul: 64 GPa
- Poissonzahl: 0,20
- Brechungsindex (nD): 1,474
- Abbe-Zahl: 65
- Knoop-Härte: 480
G9-Gewindespezifikationen (IEC 60061-1)
- Gewinde-Bezeichnung: G9
- Teilung: 1,0 mm
- Toleranzklasse: 6H (intern)
- Mindestdrehmoment: 1,5 N·m
- Maximaldrehmoment: 3,0 N·m (Überdrehschutz)
Typische Toleranzen bei kundenspezifischen Glasschirmlampen
- Maßgenauigkeit: ±1,0 mm (handgeblasen), ±0,5 mm (gepresst)
- Wandstärke: ±0,5 mm (handgeblasen), ±0,3 mm (gepresst)
- Gewicht: ±5%
- Farbe: ΔE<1,5 (im Vergleich zum Referenzstandard)
Bereit, Ihr nächstes kundenspezifisches Glasschirmprojekt zu spezifizieren? Kontaktieren Sie unser Engineering-Team für DFM-Beratung oder fordern Sie Muster an, um unsere Fertigungsqualität aus erster Hand zu bewerten.