
Die industrielle Natur des gepressten Maschinenlampenschirms
Autor: Rae Liu
Verständnis Maschinell gepresster Glasschirm Herstellung für gewerbliche Beleuchtungsanwendungen
Die Beleuchtungsindustrie hat sich in den letzten zwei Jahrzehnten erheblich gewandelt, doch ein Herstellungsverfahren bleibt grundlegend für die Produktion von Glasschirmen in hoher Stückzahl und Präzision: das maschinelle Pressen. Für Lichtdesigner, Beschaffungsspezialisten und Hersteller gewerblicher Leuchten, die konsistente Qualität in großem Maßstab suchen, ist das Verständnis der industriellen Natur der Herstellung von Pressglaslampenschirmen unerlässlich, um fundierte Beschaffungsentscheidungen zu treffen.
Was ist maschinell gepresst Herstellung von Glasschirmen?
Das maschinelle Pressen stellt die effizienteste Methode zur Herstellung einheitlicher Glasschirme in mittleren bis hohen Stückzahlen dar. Im Gegensatz zu mundgeblasenen Techniken, die auf individuelle handwerkliche Fertigkeiten angewiesen sind, nutzt die Pressmaschinenherstellung automatisierte oder halbautomatisierte Systeme, um geschmolzenes Glas in präzise gefertigten Formen zu formen.
Maßhaltige Konsistenz: Das maschinelle Pressen eliminiert die Variabilität, die bei mundgeblasener Produktion unvermeidlich ist, und stellt sicher, dass jeder Lampenschirm exakten Spezifikationen entspricht. Für Beleuchtungshersteller, die Leuchten in großen Stückzahlen montieren, reduziert diese Konsistenz Passprobleme und vereinfacht die Lagerverwaltung.
Produktionseffizienz: Eine einzelne Pressmaschine kann je nach Schirmgröße und Komplexität Hunderte von Einheiten pro Schicht produzieren. Diese Durchsatzrate macht den Prozess wirtschaftlich rentabel für groß angelegte Beleuchtungsprojekte, bei denen die Komponentenpreise wettbewerbsfähig bleiben müssen.
Design-Wiederholbarkeit: Sobald eine Form konstruiert und validiert ist, entspricht jedes nachfolgende Teil dem ursprünglichen Design. Diese Zuverlässigkeit ist besonders wertvoll für Beleuchtungsmarken, die konsistente Produktlinien über mehrere Produktionsläufe hinweg pflegen.
Der technische Prozess: Vom Rohmaterial zum fertigen Glasschirm
Auswahl der Rohstoffe und Chargenvorbereitung
- Soda-Lime-Glas: Das am weitesten verbreitete Material aufgrund seines günstigen Verhältnisses von Verarbeitbarkeit, Klarheit und Kosten. Geeignet für allgemeine Innenbeleuchtung, bei der eine moderate Hitzebeständigkeit ausreicht.
Borosilikatglas: Entwickelt für Anwendungen, die eine überlegene thermische Schockbeständigkeit erfordern. Mit einem linearen Wärmeausdehnungskoeffizienten von 3,3×10⁻⁶K⁻¹ gemäß ISO 3585-Standards hält Borosilikatglas Temperaturdifferenzen bis zu 300°C ohne Versagen stand. Dies macht es ideal für Hochtemperaturleuchten, einschließlich Halogen- und Hochleistungs-LED-Anwendungen.
Opalglas: Gekennzeichnet durch ein milchig-weißes Aussehen und kontrollierte Lichtstreuung (typischerweise 30-70 % Transmission), erzeugt Opalglas ein weiches, blendfreies Licht, das in Wohn- und Gastgewerbeumgebungen bevorzugt wird. .
Schmelzen und Konditionieren
Formgestaltung und Vorbereitung
- Strukturierte Muster, die auf die Glasoberfläche übertragen werden
- Präzise Montagevorrichtungen für die Leuchtenmontage
- Entformungswinkel, die eine saubere Teilefreigabe ermöglichen
- Entlüftungskanäle, die während des Pressens Luft entweichen lassen
Die Wartung der Formen beeinflusst direkt die Produktionskonsistenz. Erfahrene Hersteller führen regelmäßige Inspektionsprotokolle und Instandhaltungspläne durch, um Maßabweichungen während der Produktionsläufe zu verhindern.
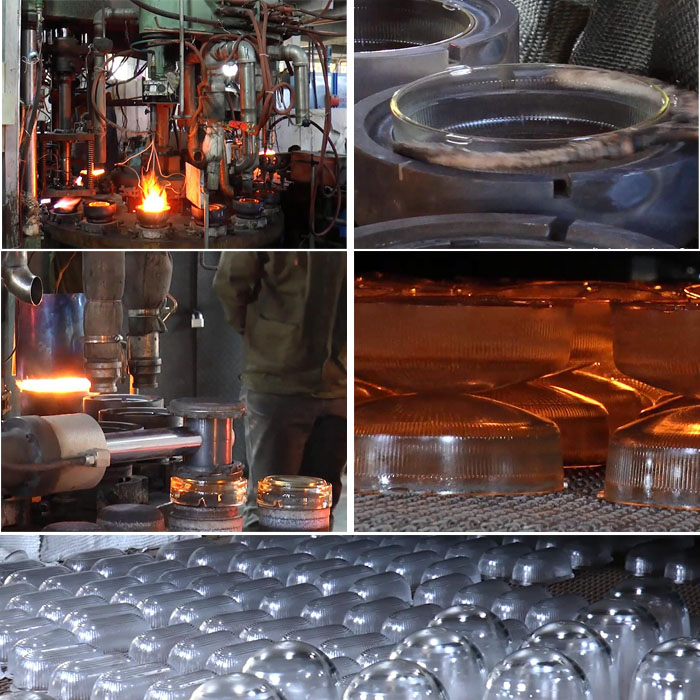
Der Pressvorgang
Materialbeschaffung: Ein vorgeheiztes Blasrohr oder ein automatisierter Sammelmechanismus entnimmt eine präzise abgemessene Portion geschmolzenen Glases aus dem Ofen.
Transfer und Positionierung: Der Glasbatzen bewegt sich in die Formhöhle und wird so positioniert, dass eine gleichmäßige Verteilung beim Pressen gewährleistet ist.
- Mechanische Formgebung: Ein Stempel übt kontrollierten Druck aus und zwingt das geschmolzene Glas, sich dem Inneren der Form anzupassen. Druck, Timing und Temperatur müssen präzise kalibriert werden – zu schnell können Spannungsrisse entstehen; zu langsam kann das Glas vorzeitig abkühlen und Oberflächenfehler aufnehmen.
- Erste Abkühlung: Unmittelbar nach der Formgebung wird das Teil kontrolliert abgekühlt, um seine Form vor der Entnahme aus der Form zu stabilisieren.
- Grobschliff mit groben Schleifscheiben werden größere Unregelmäßigkeiten entfernt
- Feinschliff glättet das Kantenprofil schrittweise
- Polieren (wo angegeben) erzielt eine hochglänzende Oberflächenqualität
Diese Endbearbeitungsphase trägt erheblich zu den Produktionskosten bei, da Materialverlust und Bearbeitungszeit entstehen, bleibt jedoch für Produkte in professioneller Qualität unerlässlich.Rohgepresstes Glas weist raue Kanten auf, die verfeinert werden müssen. Das Kantenschleifen entfernt überschüssiges Material und schafft glatte, sichere Handhabungsflächen. Der Prozess verwendet typischerweise aufeinanderfolgende Schleifvorgänge:
Kantenbehandlung und Endbearbeitung
- Grobschliff mit groben Schleifscheiben werden größere Unregelmäßigkeiten entfernt
- Feinschliff glättet das Kantenprofil schrittweise
- Polieren (wo angegeben) erzielt eine hochglänzende Oberflächenqualität
Tempern für thermische Stabilität
Das Tempern stellt möglicherweise den wichtigsten qualitätsbestimmenden Schritt bei der Herstellung von Glaslampenschirmen dar. Glas kann nicht natürlich abkühlen, da unterschiedliche Schrumpfung zwischen Oberfläche und Innerem innere Spannungen erzeugt, die zu spontanen Brüchen führen. Während des Glühens gelangen geformte Lampenschirme in einen temperaturkontrollierten Ofen, der knapp unter dem Erweichungspunkt des Glases gehalten wird. Über einen längeren Zeitraum – je nach Wandstärke potenziell mehrere Stunden – sinkt die Temperatur allmählich, was eine gleichmäßige Kontraktion und Spannungsentlastung ermöglicht. Richtig geglühtes Glas zeigt eine deutlich verbesserte mechanische Festigkeit und thermische Schockbeständigkeit.
Für Borosilikatglasprodukte müssen die Glühparameter die einzigartigen thermischen Eigenschaften des Materials berücksichtigen. Die Wandstärke korreliert direkt mit der thermischen Schockbeständigkeit – eine 3 mm dicke Borosilikatwand hält etwa 175 °C Temperaturdifferenz aus, während eine 6 mm dicke Wand ungefähr 124 °C verträgt.
Oberflächenbehandlung und Dekoration
Sprühbeschichtung: Spezialisierte Glasfarben, die mittels Spritzpistole aufgetragen und bei 80-120 °C gehärtet werden, ermöglichen individuelle Farben und dekorative Effekte.
Galvanisieren: Metallische Beschichtungen (Chrom, Nickel oder andere Oberflächen) verbessern die Reflexion und Korrosionsbeständigkeit. Der Prozess erfordert eine gründliche Oberflächenvorbereitung zur Sicherstellung der Haftung.
Vakuumbeschichtung: Dünnschichtabscheidungstechniken erzeugen Spiegeleffekte, dichroitische Effekte oder selektive Lichtfilterung.
Material-Spezifikationen und Leistungsstandards
Borosilikatglas-Normen
Borosilikatglas 3.3, gekennzeichnet durch seinen linearen Ausdehnungskoeffizienten von 3,3×10⁻⁶K⁻¹, entspricht den ISO 3585 Spezifikationen für Labor- und Industrieglaswaren. Für Beleuchtungsanwendungen bietet dieses Material:
- Hitzeschockbeständigkeit: Widersteht schnellen Temperaturwechseln, die herkömmliches Kalk-Natron-Glas zum Brechen bringen würden.
- Chemische Beständigkeit: Widersteht der Zersetzung durch atmosphärische Schadstoffe und Reinigungsmittel.
- Optische Klarheit: Hohe Lichtdurchlässigkeit bei minimaler Farbverschiebung
- Mechanische Festigkeit: Zulässige Zugspannung von 3,5 MPa und Druckspannungsbeständigkeit bis zu 100 MPa
Spezifikationen für gehärtetes Glas
Für Anwendungen, die erhöhte mechanische Sicherheit erfordern, bietet physikalisch gehärtetes Glas überlegene Schlagfestigkeit. Das Härten beinhaltet das Erhitzen von geformtem Glas auf etwa 620°C, gefolgt von schnellem Luftabschrecken, wodurch Druckspannungen an der Oberfläche entstehen, die das Material gegen mechanische Stöße verstärken.
Gehärtete Glasschirme müssen die relevanten Sicherheitsverglasungsnormen erfüllen, wobei die spezifischen Anforderungen je nach Anwendung und Gerichtsbarkeit variieren. Typische Spezifikationen umfassen:
- Mindeststärke: 4 mm für Standardanwendungen, 5-10 mm für hochbelastete Umgebungen
- Maßtoleranz: ±1 mm für Präzisionsanwendungen
- Kantenbearbeitung: Flach, Bleistift- oder abgeschrägte Profile mit polierter oder matter Oberfläche
Qualitätssicherungsprotokolle
Designentwicklungsdienstleistungen
Formenbau: Eigenständiges Formen-Design und -Herstellung, in der Regel 2-3 Wochen für neue Designs
Mustervorproduktion: Vorproduktionsmuster zur Genehmigung vor der Serienfertigung
Technische Anpassungsoptionen
Produktionsskalierbarkeit
Mindestbestellmengen: Typischerweise 500-1000 Stück pro Design für maschinengepresste Produkte, wobei einige Lieferanten niedrigere Volumina für etablierte Beziehungen anbieten
- Lieferzeiten: 3-4 Wochen Standard, mit Mold-Entwicklung, die 2-3 Wochen für neue Designs hinzufügt
- Kapazitätszuweisung: Mehrlinienanlagen, die eine parallele Produktion für Großaufträge oder mehrere SKUs ermöglichen
- Qualitätskonsistenz: Batch-Zuweisung in Einzelfurnieren für Bestellungen unter 10.000 Stück; Inline-Spektrophotometerüberwachung mit automatischer Chemieanpassung; Probenrückhaltung und Vergleich bei Mehrfachchargen großer Bestellungen
Anwendungen und Branchenvertikale
Gastgewerbe und gewerbliche Innenräume
Industrielle und explosionsgeschützte Beleuchtung
Wohn- und Dekorationsmärkte
Medizinische und Laborausrüstung
Automobil- und Transportwesen
Beschaffungsüberlegungen: Bewertung von Herstellern von Glaslampenschirmen
Technische Fähigkeiten
- Ausrüstungsportfolio: Kapazität der Pressmaschine, Formenherstellungsmöglichkeiten und Vielfalt der Fertigungslinien
- Materialexpertise: Erfahrung mit den angegebenen Glaszusammensetzungen und relevanten Qualitätsstandards
- Technische Unterstützung: Interne Designhilfe und Verfügbarkeit technischer Beratung
- Qualitätssysteme: ISO 9001-Zertifizierung, dokumentierte Inspektionsprotokolle und Prüfmöglichkeiten.
Produktionszuverlässigkeit
- Anlagengröße: Ausreichende Kapazität für die geplanten Mengenanforderungen mit Erweiterungsmöglichkeiten
- Prozesskontrolle: Implementierung der statistischen Prozesskontrolle und Systeme zur kontinuierlichen Überwachung
- Lieferkettenmanagement: Stabilität der Rohstoffbeschaffung und Praktiken des Bestandsmanagements
- Durchlaufzeit-Leistung: Historische Lieferperformance und Notfallplanung
Handelsfaktoren
- Export-Erfahrung: Vertrautheit mit den Anforderungen, Dokumentationen und Logistik des Zielmarktes
- Kommunikationseffektivität: Technisches Englisch und reaktionsschnelles Projektmanagement
- Finanzielle Stabilität: Kreditwürdigkeit und Indikatoren für langfristige Tragfähigkeit
- Referenzüberprüfung: Kundenreferenzen und aktive Projektbeispiele
Qualitätssicherungsprotokolle
Fabrik-Audit: Vor-Ort- oder virtuelle Bewertung der Produktionsanlagen, des Gerätezustands und der Betriebspraktiken. Die Überprüfung durch Dritte wie SGS, TÜV oder Bureau Veritas bietet zusätzliche Sicherheit.
- Musterbewertung: Umfassende Tests von Produktionsmustern, einschließlich Maßverifizierung, Sichtprüfung, Lichtdurchlässigkeitsmessung und thermischer Leistungsprüfung, wo anwendbar.
- Dokumentationsprüfung: Technische Spezifikationsblätter, Materialzertifikate, Qualitätskontrollverfahren und Referenzen früherer Projekte.
- Prototypenfertigung: Begrenzte Anfangsbestellung zur Validierung der Produktionstabilität vor groß angelegtem Engagement.
Verpackung und Logistik für Glasschirme
Zukünftige Trends in der Herstellung von Glasschirmleuchten
Nachhaltigkeitsinitiativen
Fortschrittliche Oberflächenbehandlungen
- Selbstreinigende Beschichtungen: Hydrophobe Oberflächenbehandlungen zur Reduzierung des Wartungsaufwands
- Integration von Smart Glass: Elektrochrome oder thermochrome Eigenschaften ermöglichen dynamische Lichtsteuerung
- 3D-gedruckte Komponenten: Hybride Fertigung kombiniert gepresste Glasbasen mit gedruckten Strukturelementen
Digitale Integration
- Automatisierte Inspektion: Maschinelle Bildverarbeitungssysteme erkennen Fehler mit größerer Konsistenz als die menschliche Inspektion
- Prozessüberwachung: Echtzeit-Datenerfassung ermöglicht vorausschauende Wartung und Qualitätsoptimierung
- Digitale Zwillingstechnologie: Virtuelle Modellierung von Produktionsprozessen zur Optimierung vor der physischen Umsetzung
A: Die Herstellung der Form dauert in der Regel 2-3 Wochen vom freigegebenen Design bis zur Produktionsbereitschaft. Dieser Zeitrahmen umfasst die Designfinalisierung, Materialbeschaffung, Bearbeitung und erste Tests. Komplexe Geometrien oder spezielle Oberflächentexturen können diesen Zeitraum verlängern. Die Gesamtdurchlaufzeit vom Designstart bis zu den ersten Produktionsmustern beträgt in der Regel 4-6 Wochen.
Für Befestigungen, die erhebliche Hitze erzeugen – Halogenlampen, Hochleistungs-LEDs oder Industriebeleuchtung – wird dringend empfohlen, Borosilikatglas zu verwenden. Sein thermischer Ausdehnungskoeffizient von 3,3×10⁻⁶K⁻¹ bietet eine überlegene Beständigkeit gegen thermische Schocks im Vergleich zu Soda-Limenglas. Borosilikat hält Temperaturdifferenzen bis zu 300°C stand und Betriebstemperaturen im Dauerbetrieb, die sich nahe an 500°F (260°C) bewegen. Für extreme Bedingungen sollte gehärtetes Borosilikat in Betracht gezogen werden, das thermische Beständigkeit mit erhöhter mechanischer Festigkeit kombiniert.
Wesentliche Qualifikationen umfassen die ISO 9001 Qualitätsmanagementzertifizierung und relevante Produktsicherheitsstandards für Ihre Zielmärkte (CE-Kennzeichnung für Europa, UL-Anerkennung für Nordamerika usw.). Für spezialisierte Anwendungen können zusätzliche Zertifizierungen erforderlich sein – ISO 3585 für Laborausrüstung aus Borosilikatglas, explosionsgeschützte Zertifizierungen für Leuchten in Gefahrenbereichen oder branchenspezifische Anforderungen. Implementieren Sie Eingangskontrollprotokolle einschließlich Maßprüfung, Sichtprüfung auf Mängel und funktionale Tests, die für Ihre Anwendung geeignet sind.
Wie stelle ich Farbkonstanz bei großen Produktionsläufen sicher?
Renommierte Hersteller verwenden mehrere Kontrollmechanismen: Einzelofen-Chargenverteilung für Bestellungen unter 10.000 Stück, Inline-Spektrophotometerüberwachung mit automatischer Ofenchemieanpassung und Probenaufbewahrungsvergleich bei mehrchargigen Großbestellungen. Geben Sie Farbtoleranzanforderungen in Ihrer technischen Dokumentation an, unter Bezugnahme auf Standardsysteme (Pantone, RAL) oder durch Bereitstellung physischer Muster zur Farbabstimmung. .
Umfassende technische Dokumentation minimiert Missverständnisse und ermöglicht genaue Kostenvoranschläge. Enthalten sein sollten: detaillierte Maßzeichnungen (3D-CAD bevorzugt), Materialangaben, Toleranzanforderungen, Oberflächenbeschreibungen, Farbreferenzen, funktionale Anforderungen (Hitzebeständigkeit, Lichtdurchlässigkeit), geschätztes Jahresvolumen sowie alle relevanten Normen oder erforderlichen Zertifizierungen. Physische Muster bestehender Produkte oder Referenzmaterialien erweisen sich oft als äußerst wertvoll, um Qualitätsanforderungen zu kommunizieren.
Wie kann ich die angegebenen Fähigkeiten eines Herstellers vor der Auftragserteilung überprüfen?
Fazit
Die Herstellung von maschinell gepressten Glasschirmen stellt einen ausgereiften industriellen Prozess dar, der jahrhundertealte Glasbearbeitungsprinzipien mit moderner Automatisierung und Qualitätskontrolle verbindet. Für Fachleute der Beleuchtungsindustrie ermöglicht das Verständnis der Fähigkeiten, Einschränkungen und Qualitätsfaktoren dieser Herstellungsweise eine effektivere Lieferantenauswahl und Produktspezifikation.
Häufig gestellte Fragen
Yancheng Jingxin Glassware Co., Ltd. ist ein professioneller Glashersteller gegründet im Jahr 1999. Wir betreiben unsere eigene Produktionsstätte mit 6.000 m², die Design, Herstellung, Qualitätskontrolle und Exportdienstleistungen integriert – kein Handelsunternehmen.
Wir stellen eine breite Palette von maßgeschneiderten Glasschirm her, einschließlich geblasener Glasschirme, maschinengedrückter Glasschirme, Borsilikat-Glaslampenschirme, Zentrifugal-Glaslampenschirme usw. Unsere Fähigkeiten umfassen OEM- und ODM-Produktion für verschiedene Anwendungen und Branchen.
Ja, wir bieten vollständige OEM- und ODM-Anpassungsdienste an einschließlich:
- Kundendesign und -entwicklung von Produkten
- Inhouse-Moldentwicklung
- Logo-Druck und Markenbildung
- Oberflächenbehandlungen und -veredelungen
- Maßgeschneiderte Verpackungslösungen
Ja, unser Designteam kann maßgeschneiderte Glaswaren aus Ihrem Konzept entwickeln. Wir bieten professionelle Designleistungen basierend auf Ihren Ideen, Referenzmustern oder funktionalen Anforderungen—keine technischen Zeichnungen sind erforderlich, um zu beginnen.
Unser Prozess stellt Qualität vor die Massenproduktion sicher
Designbestätigung mit dem Kunden
In-House-Formenentwicklung in unserer Einrichtung
Mustervroduktion zur Genehmigung
Kundenprüfung und Feedback
Nur nach endgültiger Musterfreigabe erfolgt die Massenproduktion
Wir bieten umfassende individuelle Verpackungen für sicheren internationalen Versand:
- Schützende Innenverpackungsmaterialien
- Verpackungen aus Karton für den Export
- Individuelle Farbboxen und Einzelhandelsverpackungen
- Etikettendruck und Markenbildung
- Verpackungen, die den internationalen Versandstandards entsprechen
- Inspektion in jeder Produktionsphase
- Wissenschaftliche Qualitätskontrollverfahren
- Vorversandkontrolle jeder Charge
- Einhaltung internationaler Exportstandards
- Zertifizierte Qualitätsmanagementsysteme
Wir betreiben mehrere Produktionslinien mit erfahrenen Arbeitern, die eine stabile Massenproduktion für Aufträge jeder Größe ermöglichen. Unsere Anlage sorgt für gleichbleibende Qualität und zuverlässige termingerechte Lieferung sowohl bei kleinen Chargen als auch bei Großaufträgen.
Lieferzeiten variieren je nach Komplexität und Menge:
- Musterproduktion: typischerweise 2-4 Wochen
- Serienproduktion: geplant nach Musterfreigabe
- Genaue Zeitpläne werden basierend auf den spezifischen Auftragsanforderungen bereitgestellt
Wir exportieren in über 150 Länder und Regionen weltweit, einschließlich:
- Nordamerika (USA, Kanada)
- Europa (Vereinigtes Königreich, Deutschland, Frankreich usw.)
- Asien-Pazifik-Märkte
- Nahost
- Afrika
- Ozeanien (Australien, Neuseeland)
Wir unterhalten ein umfassendes globales Vertriebsnetzwerk.